


徐州六角管10年經驗 <徐州>金帝鋼管
一般狀況下,我們可以把擴徑當作是六角管生產制造中,確保其生產加工質量的一個關鍵步驟。就現階段的狀況看來,其的制作工藝關鍵包含五個階段。下邊,大家就來簡易的介紹一下。 1、一般狀況下,是被稱為基本整圓階段。具體來講得話,便是先把生產加工的管件扇型塊開啟,直到全部的六角鋼管都可以觸碰到無縫鋼管內腔,這個時候,在其的步幅范疇內,無縫鋼管內圓鋼管中每個位置的半徑大小基本上保持一致。 2、名內徑階段。簡易詳細介紹得話,這一部分的關鍵解決內容為:大家先從六角鋼管的前端部位逐漸,慢慢減少其的運作速率,直到做到所設置的部位,這一部位便是大家規定的制成品管中圓上部位。 3、彈復賠償階段。這一加工工藝的關鍵目地是尋找所規定的在產生彈復前,六角鋼管之直縫鋼管內的圓上部位。


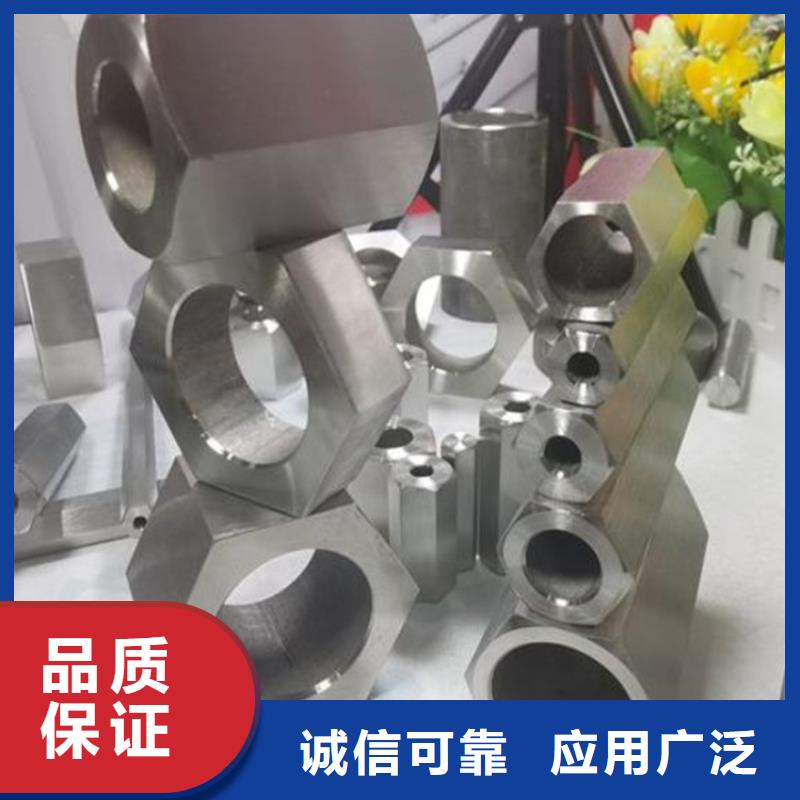
六角管的適用范圍較廣泛,不一樣的類型有著不一樣的應用,在應用中會遇到各式各樣難點,下面給大家分析下六角鋼管表層鉆削縫隙產生的原因是什么? 尺寸塊和粗多孔結構珠光體提高了表層的延展性,降低了板材的抗拉強度,尤其是沿織構處的抗拉強度低、可塑性差,珠光體的傳熱系數但求剩下奧氏體的一半,故排性熱更差,提高了鉆削縫隙的趨于。一般來說,鉆削縫隙有利于沿織構拓展,因此呈裂開狀。 高頻淬火零件熱處理方法后的鉆削整個過程中,零件的表層會因此產生很多的熱值,使表層溫度升高,殘留的奧氏體分派轉變 為馬氏體分派,汽化熱拓展,故提高了外表層的拉應力而產生零件的開裂。別的剩下奧氏體的導熱性比馬氏體差,過多的剩下45號六角鋼管奧氏體使鉆削熱值的排熱緩解,故造成 表層升溫速度加快,熱應力拓展,促進開裂趨于的加劇。

不銹鋼六角管薄厚全是有,而在裝貨貨物搬運運輸步驟中,不銹鋼 六角管就比較容易發生變型或是壓扁的情況,那么您知道如何減少這樣的現象 發生嗎? 注意一:在裝貨的過程中,可以依照六角管樣子薄厚開展裝貨,一般薄管小管 放表面,降低壓擠,從而降低形變或是壓扁的情況。 注意二:在貨物搬運的過程中,六角管可以不適合吊帶褲,人力貨物搬運,輕 拿小心輕放,也可以在一定水平上降低六角管的形變或是壓扁。 注意三:粗管盡量拿厚一點的。粗管越薄的就會越非常容易出現變形或是壓扁, 再保證前邊兩根的情況下也會防止不了壓扁或是形變,那麼損害便會相對性較 為大。還不及拿厚一點的。
 徐州六角管10年經驗
徐州六角管10年經驗

