



徐州鋼筋籠卷籠機(jī)貨源充足-河南建貿(mào)
貨源充足-河南建貿(mào)")
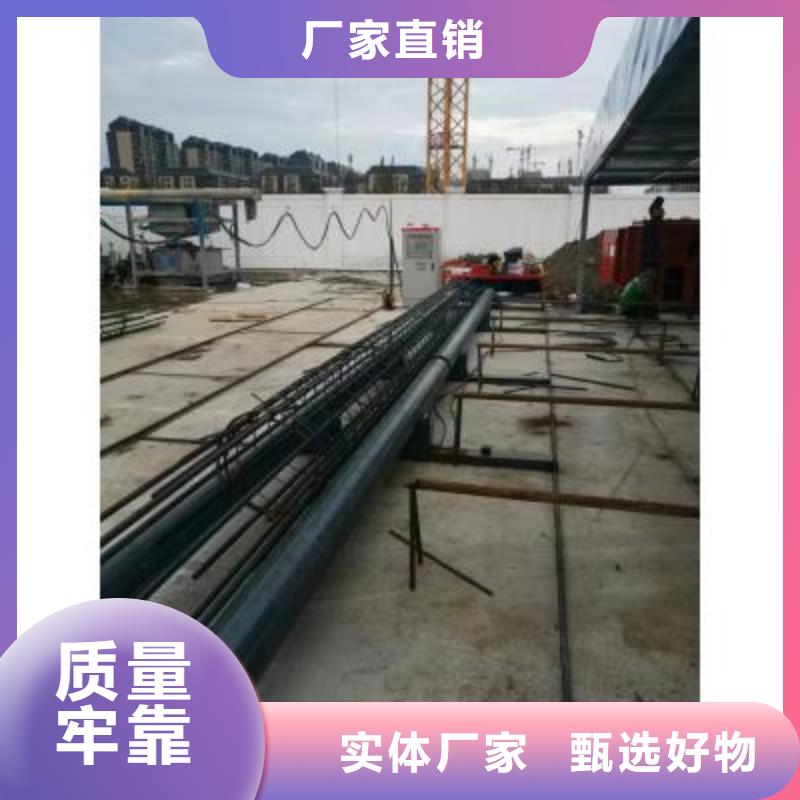
技術(shù)參數(shù)1、型號(hào);TYGJL3000型(按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm長度12m3、繞筋線速;0---15.44、小車速度;0---1.385,膠輥電機(jī);Y90L-4功率4kw6、小車電機(jī);Y90L-4功率1.5kw7、整機(jī)質(zhì)量;3500kg小車15*1.3*1.59、安裝尺寸;16*5m智能鋼筋籠滾絲機(jī) 數(shù)控鋼筋滾籠機(jī)特點(diǎn)設(shè)備簡介:PY3000型鋼筋籠成型機(jī),是建筑行業(yè)中以手工工藝制作的各種圓型鋼筋籠,采用半自動(dòng)的去完成其繞筋成型整個(gè)工藝的專用機(jī)械裝備(亦可在膠輥上制作骨架)。其節(jié)連接、長短按需組裝的產(chǎn)品 PY3000型徐州鋼筋籠繞筋機(jī)可以長期固定工廠化大批量生產(chǎn)鋼筋籠,也可進(jìn)行短、頻、快的流動(dòng)加工生產(chǎn)。 分料盤加級(jí)尼龍板,降噪、耐磨。控制:PLC、屏、變頻器。 模板采用模板環(huán)加導(dǎo)管組合,可快速更換籠子直徑和變換籠子主筋根數(shù)。 自動(dòng)托籠設(shè)計(jì),避免焊接中因籠子自重其彎曲變形。引進(jìn)新國外技術(shù),生產(chǎn)效率是人工制作鋼筋籠的3-4倍,做出來的籠子,間距均勻,焊點(diǎn)飽滿、牢固,籠子不散架。 只有這樣才能夠避免裂紋的出現(xiàn)。由于施工設(shè)計(jì)要求的不同,對于屬相的預(yù)應(yīng)力鋼筋的要求也會(huì)有所不同,一般來說,是使用YCW-400這一型號(hào)的千斤頂和ZB-500這一型號(hào)的電動(dòng)油泵進(jìn)行鋼筋預(yù)應(yīng)力的張拉的,而張拉又可以劃分為縱向,橫向以及豎向三種形式。
貨源充足-河南建貿(mào)")
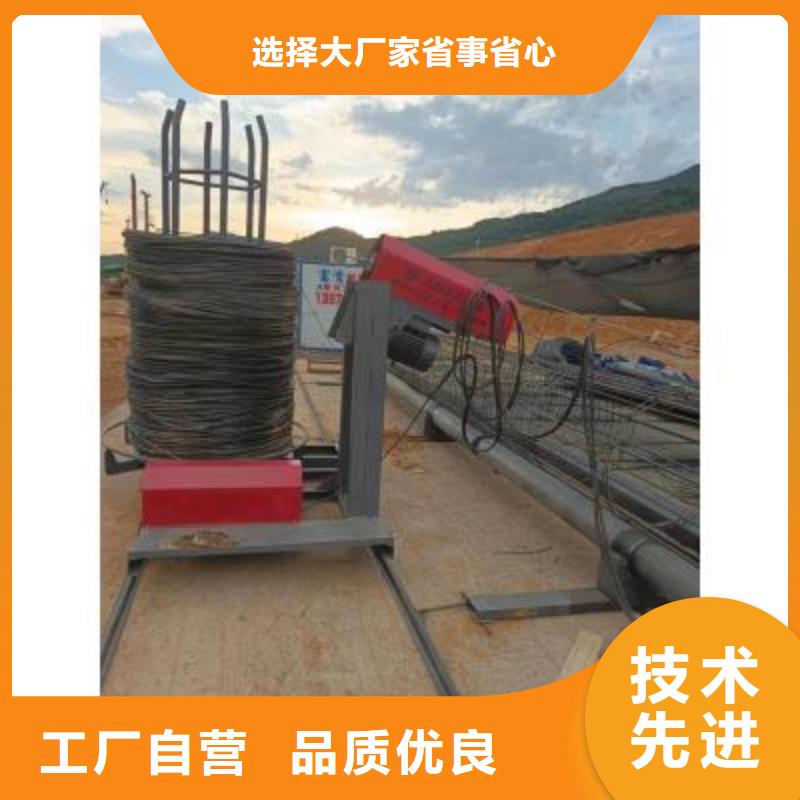
新做好的鋼筋籠實(shí)拍下面說一下徐州鋼筋籠繞筋機(jī)有何優(yōu)勢1、自動(dòng)化程度高。全自動(dòng)數(shù)控徐州鋼筋籠繞筋機(jī)采用計(jì)算機(jī)控制、觸摸屏進(jìn)行操作,旋轉(zhuǎn)速度、行走速度均為無級(jí)可調(diào),加配自動(dòng)焊接手,可以實(shí)現(xiàn)自動(dòng)焊接。2、焊接速度快,采用自動(dòng)焊接手臂,1-2秒可焊接一個(gè)焊點(diǎn),相對傳統(tǒng)人工模式,加工效率高。3、勞動(dòng)強(qiáng)度低,只需2-3人即可完成設(shè)備整體操作,全自動(dòng)數(shù)控徐州鋼筋籠繞筋機(jī)在生產(chǎn)大直徑鋼筋籠時(shí)優(yōu)勢較為明顯。詳細(xì)技術(shù)參數(shù)4、操作簡單,工人可通過簡單培訓(xùn)即可上崗。根據(jù)需要可定制有“雙主筋”或“對焊”主筋的鋼筋籠設(shè)備。接下來說一下徐州鋼筋籠繞筋機(jī)在使用時(shí)需要哪些注意事項(xiàng)機(jī)器在使用前要進(jìn)行檢查,看看各線路是否正常、各類螺栓螺母是否松動(dòng)、工作臺(tái)和全自動(dòng)數(shù)控徐州鋼筋籠繞筋機(jī)是否保持水平等,同時(shí)在加工之前,機(jī)器需要空機(jī)運(yùn)轉(zhuǎn)幾分鐘。
貨源充足-河南建貿(mào)")
切割時(shí)要保證斷料的長度準(zhǔn)確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機(jī)械切割。
控制誤差應(yīng)根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內(nèi)。鋼筋籠繞筋機(jī)
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應(yīng)符合下列要求:
首先采用幫條焊時(shí)間隙應(yīng)為2.5mm;采用搭接焊應(yīng)保證兩鋼筋的軸線在同一直線上,不得錯(cuò)開搭接焊;幫條與主筋之間用四點(diǎn)定位焊固定,搭接焊時(shí)兩點(diǎn)固定,定位焊縫應(yīng)離幫條或搭接端部20mm以上。
施焊時(shí)引弧應(yīng)在幫條或搭接鋼筋的一端開始,收弧應(yīng)在幫條或搭接鋼筋端頭上,弧坑應(yīng)填滿。多層施焊時(shí), 層焊縫應(yīng)有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應(yīng)熔合良好。