
保障")

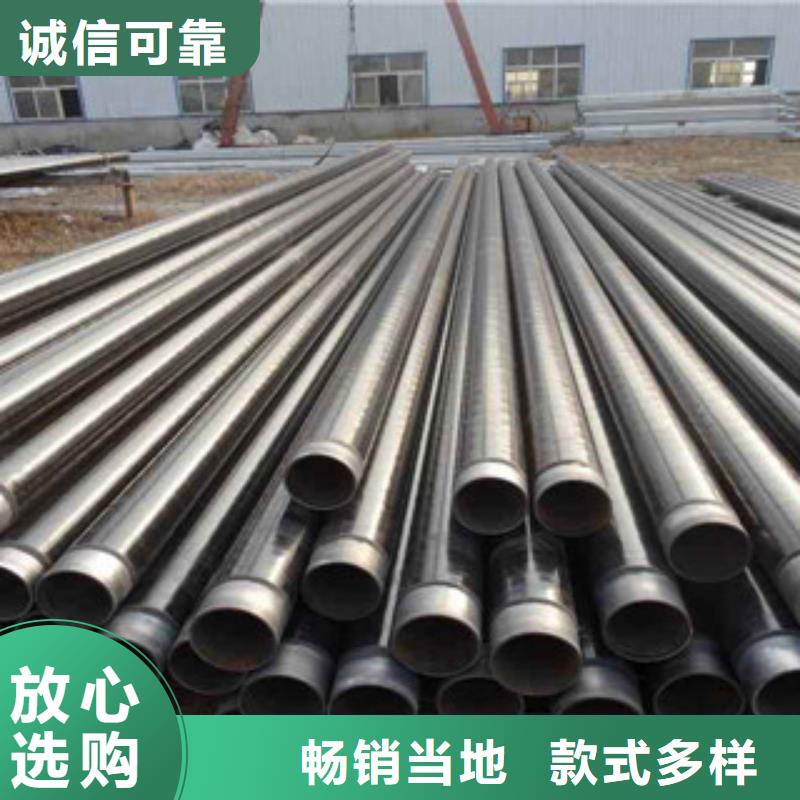




大直徑直縫埋弧焊管是以鋼板為原料,經(jīng)過不同的成型工藝,采用雙面埋弧焊接和焊后擴(kuò)徑等工序制成焊管。直縫埋弧焊管生產(chǎn)工藝不管采用哪種生產(chǎn)方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點(diǎn)焊、內(nèi)外埋孤焊、超聲波探傷、擴(kuò)徑、水壓試管等工序基本上是大同小異,關(guān)鍵是成型工序不同。因此,根據(jù)成型工序,SAWL又可以具體分為輥彎成型(砌強(qiáng))、連續(xù)扭轉(zhuǎn)成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統(tǒng)的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經(jīng)多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優(yōu)點(diǎn)是設(shè)備小、重量輕、投資少、管徑范圍大、產(chǎn)量適中且生產(chǎn)靈活,對市場適應(yīng)性強(qiáng),但也存在管筒開口大、易錯(cuò)邊、不易控制等缺點(diǎn)。對于大直徑、高鋼級、大壁厚鋼管生產(chǎn)難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現(xiàn)中間寬,兩頭窄的現(xiàn)象。


直縫管和有縫管有什么區(qū)別?
直縫管和有縫管都是無縫鋼管,有焊管、螺旋管等,沒有多大的區(qū)別,主要是生產(chǎn)時(shí)焊縫不一樣。有縫管主要用于結(jié)構(gòu),壓力不高的輸水管,民用設(shè)施等.但隨著制造技術(shù)的提高,有縫管的使用領(lǐng)域也越來越廣泛.象現(xiàn)在西氣東輸大多使用大直徑的直縫管,如P91,P22等!



鋼興鋼管 有限公司位于風(fēng)化店鄉(xiāng)后棗園工業(yè)區(qū)。主營產(chǎn)品(河南許昌) 本地 河南許昌20G無縫鋼管。多年來,本公司本著'質(zhì)量興業(yè),守約重譽(yù)'的經(jīng)營理念和服務(wù)宗旨為廣大客戶提供更好的產(chǎn)品和服務(wù),得到了各界新老用戶的支持和贊譽(yù)。我公司鄭重承諾,在同等的質(zhì)量下,保證以合理的價(jià)格,完善的服務(wù),崇高的信譽(yù)來答謝各界朋友的支持和厚愛。公司全體員工熱列歡迎您來聊城指導(dǎo)觀光洽談業(yè)務(wù)!


焊縫間隙:將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。
焊接溫度:低碳鋼材質(zhì),焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調(diào)節(jié)高頻渦流熱功率和焊接速度來控制。當(dāng)輸入熱量不足時(shí),被加熱的焊縫邊緣達(dá)不到焊接溫度,金屬組織仍然保持固態(tài),形成未熔合或未焊透;當(dāng)輸入熱量過大時(shí),被加熱的焊縫邊緣超過焊接溫度,產(chǎn)生過燒或熔滴,使焊縫形成熔洞。



