您的位置>首頁 >宣城本地產品推薦News >
河北不銹鋼復合管護欄-超低價格
更新時間: 2025-01-30 19:28:05 瀏覽次數:3
以下是:河北不銹鋼復合管護欄-超低價格的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 3-7天 |
|---|
| 供貨總量 | 98999799 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 100米 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 201 304 316L |
|---|
| 發貨城市 | 山東 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 黑 紅 橘 藍等 |
|---|
| 適用領域 | 道路 公路 橋梁 景觀 |
|---|
| 產地 | 山東 |
|---|
| 品牌 | 宏達友源 |
|---|
| 可定制 | 是 |
|---|
以下是:河北不銹鋼復合管護欄-超低價格的圖文視頻
導讀 河北不銹鋼復合管護欄-超低價格,宏達友源金屬制品有限公司為您提供河北不銹鋼復合管護欄-超低價格,聯系人:張經理,電話:0635-8880406、13869577911,QQ:508035490,請聯系宏達友源金屬制品有限公司,發貨地:聊城經濟開發區聊牛路與東環路向東6公里發貨到安徽省 宣城市 宣州區、郎溪縣、廣德市、涇縣、績溪縣、旌德縣、寧國市。 安徽省,宣城市 宣城市,簡稱“宣”,古稱宣州、宛陵,安徽省轄地級市,是長江三角洲中心區城市,地處安徽省東南部,介于北緯29°57′~31°19′、東經117°58′~119°40′之間,東與浙江省杭州市、湖州市交界,北與省內馬鞍山市、江蘇省南京市、常州市、無錫市接壤,西與池州市、蕪湖市毗鄰,南與黃山市相連,總面積12355.66平方千米。截至2022年末,宣城市常住人口249.5萬人,下轄1個區、4個縣,代管2個縣級市。

不銹鋼復合管護欄施工要做到標準化,就必須從前期施工準備、鋼筋制作與安裝、支立模板、澆注混凝土到后期混凝土養護等各個施工環節都嚴格按照施工工藝和質量控制要點進行施工,才能確保高質地完成防撞護欄施工。一、施工控制要點:1、測量控制點按照每5m設置一個,為標高及線形的控制打好基礎,然后將防撞欄范圍內的混凝土進行鑿毛并清理干凈。2、鋼筋加工尺寸要精準,安裝時采用定位架法進行安裝。根據設計圖中2、3號鋼筋的位置、角度和尺寸分別制作定位架,采用定位架配合控制點的做法使防撞欄鋼筋的標高和線形得到了有效的保障,鋼筋保護層合格率可保持在90%以上。二、橋梁防撞欄2號鋼筋定位架在施工中的應用。定位架立在測量控制點上,采用水平尺進行調平,前段橫桿與立桿的角度是根據設計圖中的角度加工的,橫桿的長度也是根據設計圖中的尺寸預留的。將位置調好的2號鋼筋與翼板預埋4號鋼筋焊接牢固。三、橋梁防撞欄3號鋼筋定位架在施工中的應用。當位置調整好以后,立即采用電弧焊將3號鋼筋與預埋在梁體翼板中的4號鋼筋和之前安裝的2號鋼筋焊接牢固。以此類推每隔5米形成一個標準斷面,然后掛線安裝中間段落鋼筋。四、模板安裝、加固、拆除采用防撞欄模板專用臺車。五、橋梁防撞欄模板采用定型鋼模,單片長度為1.5米。加固方式為內側拉桿配合外側支撐。端頭模板同樣采用定型鋼板,固定方式為高強螺栓。同時防撞欄的斷縫同樣采用定型鋼板,拆模后的斷縫為62.5px寬的真縫,充分保證防撞欄混凝土不開裂、外觀質量良好。
宏達友源金屬制品有限公司
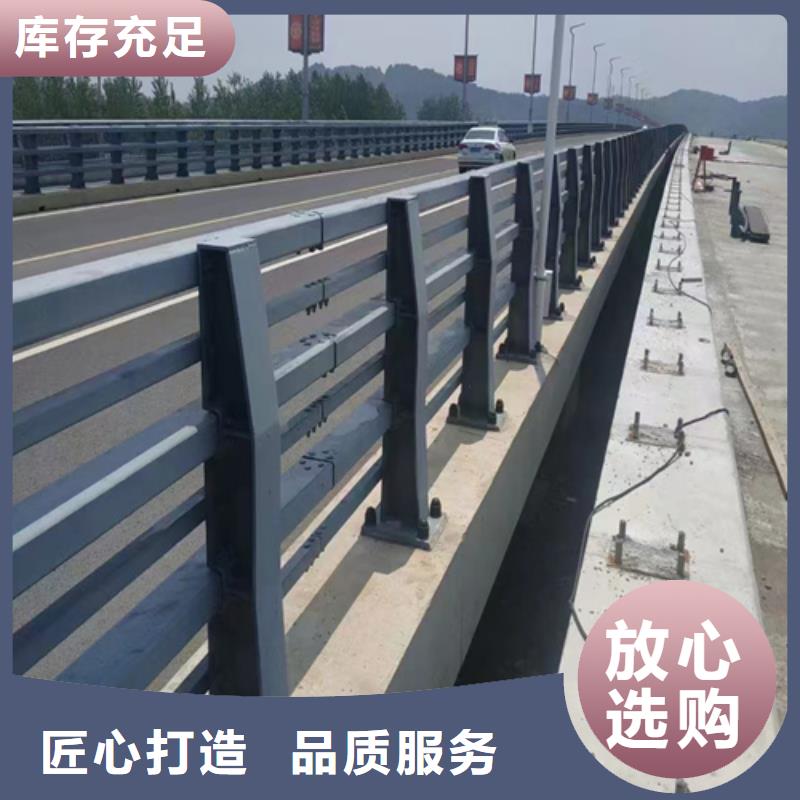
宣城河北不銹鋼復合管護欄-超低價格

不銹鋼復合管護欄焊接要領1.采用帶有高頻、脈沖裝置的氬弧焊機焊接,氣體保護措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜焊絲用Ф0.8~Ф1.2㎜牌號HOCr2NN(即304焊絲),焊接電流點焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min。焊接時要保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm2.將對焊處兩端磨坡口,為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。。3.采用低電壓小電流(20A~30A),氬氣調節到0.5Mpa左右,對復合管聯接處進行填焊,對需要透焊的復合管,采用兩次焊接方式,先將內層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接過程中,若發現穿孔,咬邊等缺陷,說明電流偏大,可調小。如管材焊不透,則電流偏小,可適當調大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當,不要太大,一般在1㎜之內間隙。4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層不銹鋼壁厚在0.3~0.6㎜左右應注意不要過份打磨否則很容易將不銹鋼表層磨破露出鋼管這樣就需要修補加大了工作量.可在施工前先切一小段試焊熟悉一下一般能焊純不銹鋼薄壁管經驗較豐富的工人在半天內即可掌握焊接要領.。

不銹鋼復合管護欄的底層與復層接壤處的焊接屬異種鋼焊接,其焊接性主要取決于復層和底層的物理性能、化學性能、接頭方式及填充金屬品種,常發作高溫結晶裂紋、推延裂紋和脆化問題。焊接的方法有:焊條電弧焊、埋弧焊、CO2氣體維護焊等 如今常用氬弧焊焊接復層、焊條電弧焊焊接底層。為了確保復合鋼板不失去原有的綜合性能,底層與復層有必要分別停止焊接;底層的焊接工藝與珠光體相同,復層的焊接工藝與相應的不銹鋼類似,而底層與復層接壤處的異種金屬焊接是關鍵。
宏達友源金屬制品有限公司
總結 河北不銹鋼復合管護欄-超低價格,宏達友源金屬制品有限公司專業從事河北不銹鋼復合管護欄-超低價格,聯系人:張經理,電話:0635-8880406、13869577911,QQ:508035490,發貨地:經濟開發區聊牛路與東環路向東6公里,以下是河北不銹鋼復合管護欄-超低價格的詳細頁面。