
聯(lián)系我們

- 法桐行情實(shí)體廠家
- 庫(kù)存充足的1.4丁二醇經(jīng)銷商
- 老河口市水下法蘭安裝-本市潛水施工團(tuán)隊(duì)
- 公路軟式透水管-110mm鋼絲滲排水管-300mm鋼絲滲排水管
- B25AHV1300M貨真價(jià)實(shí)新能源硅鋼
- 鋁合金雀替售后完善
- 定制可移動(dòng)可拆卸鉛房的基地
- 沉井下沉找平清泥熱賣中
- 15crmo精密鋼管全自動(dòng)切割定尺交貨
- 禹城回收鋼結(jié)構(gòu)油漆的在哪里/24小時(shí)上門收購(gòu)
- 10千伏高壓發(fā)電機(jī)租賃本地廠家
- 生產(chǎn)廠家哪家好【澤信】瓊海市五層箱式密集架
- D140-1.6硫化床鍋爐風(fēng)機(jī)源頭廠家量大價(jià)優(yōu)2025已更新(今日/方案)污水處理專業(yè)風(fēng)機(jī)
- 【鋼塑psp復(fù)合鋼管】環(huán)氧樹脂涂塑管歡迎來(lái)廠考察
- 黃銅棒-銅絞線真材實(shí)料誠(chéng)信經(jīng)營(yíng)
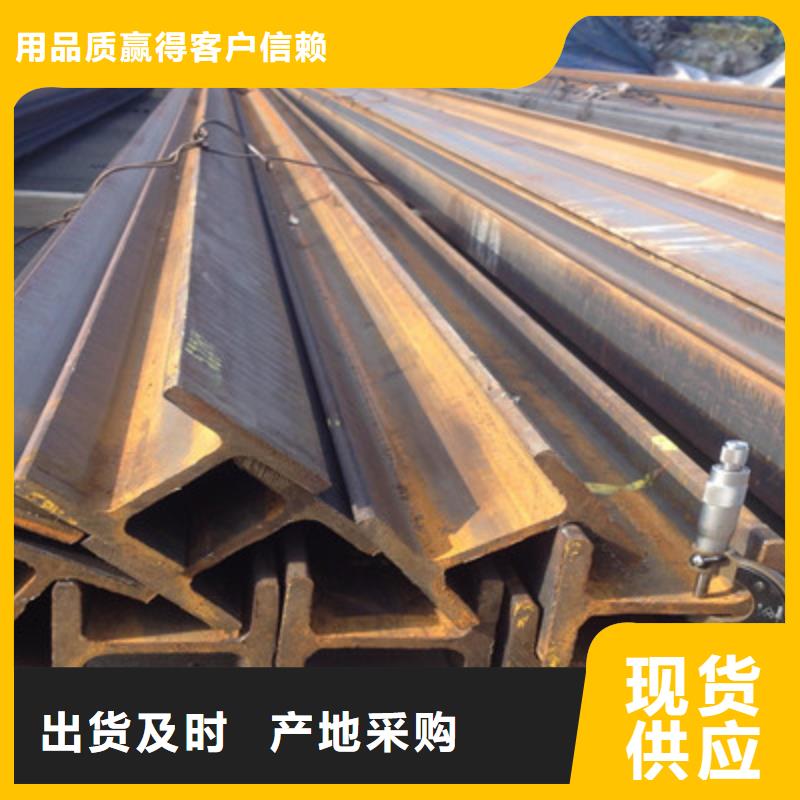
績(jī)溪414*405H型鋼暢銷全國(guó)
更新時(shí)間:2025-02-04 01:28:54 瀏覽次數(shù):2 公司名稱:聊城 普源金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4650 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 5000 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 萊鋼,日鋼 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 成品 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 噸 |
| 產(chǎn)品顏色 | 黑 |
| 質(zhì)保時(shí)間 | 正常 |
| 外形尺寸 | 正常 |
| 適用領(lǐng)域 | 鋼結(jié)構(gòu) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 一級(jí) |



溪414*405H型鋼暢銷全國(guó)") 績(jī)溪414*405H型鋼暢銷全國(guó)
<宣城>普源金屬材料有限公司
績(jī)溪414*405H型鋼暢銷全國(guó)
<宣城>普源金屬材料有限公司
H型鋼分為熱軋H型鋼和焊接H型鋼(H)兩種,熱軋H型鋼又分為寬翼緣H型鋼(HW)中翼緣H型鋼(HM)和窄翼緣H型鋼(HN)三種。HW是H型鋼高度和翼緣寬度基本相等;主要用于鋼筋砼框架結(jié)構(gòu)柱中鋼芯柱也稱勁性鋼柱;在鋼結(jié)構(gòu)中主要用于柱HM是H型鋼高度和翼緣寬度比例大致為1.33~~1.75主要在鋼結(jié)構(gòu)中:用做鋼框架柱在承受動(dòng)力荷載的框架結(jié)構(gòu)中用做框架梁;例如:設(shè)備平臺(tái)HN是H型鋼高度和翼緣寬度比例大于等于2,主要用于梁;工字鋼的用途相當(dāng)于HN型鋼;H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無(wú)斜度(或斜度很小),故須增設(shè)一組立式軋輥同時(shí)進(jìn)行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機(jī)復(fù)雜。國(guó)內(nèi)可生產(chǎn)的較大軋制h型鋼高度為800mm,超過(guò)了只能是焊接組合截面。我國(guó)熱軋H型鋼國(guó)標(biāo)(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號(hào)分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與H型鋼相比,等重量前提下,w、ix、iy都不如h型鋼。免責(zé)聲明:轉(zhuǎn)載內(nèi)容均來(lái)自于網(wǎng)絡(luò),如有異議請(qǐng)及時(shí)聯(lián)系,本網(wǎng)將予以刪除
導(dǎo)讀:為生產(chǎn)出質(zhì)量好、成本低的H型鋼,首先需要確定一個(gè)合理的生產(chǎn)工藝流程。目前各主要H型鋼廠所采用的主流工藝流程如下圖所示。一般中小規(guī)格(H400×200及以下規(guī)格)H型鋼多選用方坯、矩形坯,較大規(guī)格(H400×200以上規(guī)格)H型鋼多選用異形坯,矩形坯和異形坯都可用連鑄坯。從連鑄過(guò)來(lái)的鋼坯在經(jīng)過(guò)稱重后,裝入步進(jìn)式(或推鋼式,現(xiàn)在用于生產(chǎn)型鋼的推鋼爐已經(jīng)比較少)加熱爐中加熱到1200~1250℃出爐。步進(jìn)式加熱爐大多數(shù)采用上、下布置的雙預(yù)熱式燒嘴,可對(duì)不同規(guī)格鋼坯提供的溫度控制,并節(jié)約燃料。鋼坯出爐后,先用10-25MPa的高壓水除鱗,然后送入開坯機(jī)軋制。開坯機(jī)一般為兩輥可逆式軋機(jī)(在小型鋼上也有采用三輥軋機(jī)的,但工藝局限性強(qiáng)不利于生產(chǎn)組織),在開坯機(jī)上需要軋制5~13道次左右,然后軋件被送往切頭飛剪或熱鋸,熱鋸只負(fù)責(zé)切去頭部未成形部分,但飛剪可切頭、分段及切尾。切頭后的軋件送入精軋機(jī)組進(jìn)行軋制,國(guó)內(nèi)主要廠家小規(guī)格型鋼精軋都采用全連軋形式,大規(guī)格型鋼精軋都為可逆軋制。經(jīng)精軋軋制后一般都直接送上冷床進(jìn)行冷卻,但也有采用上冷床前進(jìn)行分段或上冷床后切頭的。大規(guī)格型鋼由于腿厚與腰厚差比較大,若采用平放容易因腰腿冷卻速度不一致,造成腰部波浪,故一般多采用立冷。但小規(guī)格H型鋼主流廠家都采用步進(jìn)齒式冷床都在齒條上斜放,采用步進(jìn)式齒式冷床不僅可以減少原來(lái)用鏈?zhǔn)酵线\(yùn)機(jī)構(gòu)造成的缺陷,而且容易控制鋼材冷卻速度。經(jīng)過(guò)冷卻后的H型鋼被送人矯直機(jī)矯直。由于H型鋼斷面模數(shù)較大,一般都采用8輥、9輥或10輥式矯直機(jī)矯直,矯直輥間距可達(dá)2200mm。鋼材經(jīng)矯直后被送入編組臺(tái)架進(jìn)行分組等候鋸切,經(jīng)冷鋸按定尺長(zhǎng)度鋸切后被送到檢查臺(tái)檢查尺寸、外形和表面質(zhì)量,然后進(jìn)行分類、堆垛和打捆后送入倉(cāng)庫(kù)。對(duì)不合格品按按缺陷種類進(jìn)行對(duì)應(yīng)的重矯、修磨、焊補(bǔ)及其它處理,然后進(jìn)入對(duì)應(yīng)質(zhì)檢程序檢查合格后再分類入庫(kù)。為提高軋機(jī)作業(yè)率、減少換輥時(shí)間,幾乎所有的廠家都采用快速換輥系統(tǒng),即在生產(chǎn)的同時(shí)預(yù)先把下一個(gè)品種所需軋輥組裝好。在換輥時(shí)只要把全部原機(jī)架拉出,換上已裝好的新機(jī)架即可。每個(gè)機(jī)架都裝有一個(gè)快速接頭面板,面板內(nèi)包括冷卻水、液壓、稀油和干油管接頭及連接桿的定位連接裝置等。該裝置拆接方便、迅速,整個(gè)換輥時(shí)間約10-20分鐘左右。根據(jù)小型鋼的換輥經(jīng)驗(yàn)一般整體換輥時(shí)間在45-70分鐘左右。近二十年來(lái),隨著連鑄技術(shù)的進(jìn)步和在線自動(dòng)化程度的提高,H型鋼生產(chǎn)工藝也日益成熟,而且正朝高度自動(dòng)化和連續(xù)鑄軋的方向發(fā)展,將要面臨工藝的變革。下期將為大家?guī)?lái)H型鋼的常見缺陷,敬請(qǐng)期待!
70975 績(jī)溪414*405H型鋼暢銷全國(guó)導(dǎo)讀:為生產(chǎn)出質(zhì)量好、成本低的H型鋼,首先需要確定一個(gè)合理的生產(chǎn)工藝流程。目前各主要H型鋼廠所采用的主流工藝流程如下圖所示。一般中小規(guī)格(H400×200及以下規(guī)格)H型鋼多選用方坯、矩形坯,較大規(guī)格(H400×200以上規(guī)格)H型鋼多選用異形坯,矩形坯和異形坯都可用連鑄坯。從連鑄過(guò)來(lái)的鋼坯在經(jīng)過(guò)稱重后,裝入步進(jìn)式(或推鋼式,現(xiàn)在用于生產(chǎn)型鋼的推鋼爐已經(jīng)比較少)加熱爐中加熱到1200~1250℃出爐。步進(jìn)式加熱爐大多數(shù)采用上、下布置的雙預(yù)熱式燒嘴,可對(duì)不同規(guī)格鋼坯提供的溫度控制,并節(jié)約燃料。鋼坯出爐后,先用10-25MPa的高壓水除鱗,然后送入開坯機(jī)軋制。開坯機(jī)一般為兩輥可逆式軋機(jī)(在小型鋼上也有采用三輥軋機(jī)的,但工藝局限性強(qiáng)不利于生產(chǎn)組織),在開坯機(jī)上需要軋制5~13道次左右,然后軋件被送往切頭飛剪或熱鋸,熱鋸只負(fù)責(zé)切去頭部未成形部分,但飛剪可切頭、分段及切尾。切頭后的軋件送入精軋機(jī)組進(jìn)行軋制,國(guó)內(nèi)主要廠家小規(guī)格型鋼精軋都采用全連軋形式,大規(guī)格型鋼精軋都為可逆軋制。經(jīng)精軋軋制后一般都直接送上冷床進(jìn)行冷卻,但也有采用上冷床前進(jìn)行分段或上冷床后切頭的。大規(guī)格型鋼由于腿厚與腰厚差比較大,若采用平放容易因腰腿冷卻速度不一致,造成腰部波浪,故一般多采用立冷。但小規(guī)格H型鋼主流廠家都采用步進(jìn)齒式冷床都在齒條上斜放,采用步進(jìn)式齒式冷床不僅可以減少原來(lái)用鏈?zhǔn)酵线\(yùn)機(jī)構(gòu)造成的缺陷,而且容易控制鋼材冷卻速度。經(jīng)過(guò)冷卻后的H型鋼被送人矯直機(jī)矯直。由于H型鋼斷面模數(shù)較大,一般都采用8輥、9輥或10輥式矯直機(jī)矯直,矯直輥間距可達(dá)2200mm。鋼材經(jīng)矯直后被送入編組臺(tái)架進(jìn)行分組等候鋸切,經(jīng)冷鋸按定尺長(zhǎng)度鋸切后被送到檢查臺(tái)檢查尺寸、外形和表面質(zhì)量,然后進(jìn)行分類、堆垛和打捆后送入倉(cāng)庫(kù)。對(duì)不合格品按按缺陷種類進(jìn)行對(duì)應(yīng)的重矯、修磨、焊補(bǔ)及其它處理,然后進(jìn)入對(duì)應(yīng)質(zhì)檢程序檢查合格后再分類入庫(kù)。為提高軋機(jī)作業(yè)率、減少換輥時(shí)間,幾乎所有的廠家都采用快速換輥系統(tǒng),即在生產(chǎn)的同時(shí)預(yù)先把下一個(gè)品種所需軋輥組裝好。在換輥時(shí)只要把全部原機(jī)架拉出,換上已裝好的新機(jī)架即可。每個(gè)機(jī)架都裝有一個(gè)快速接頭面板,面板內(nèi)包括冷卻水、液壓、稀油和干油管接頭及連接桿的定位連接裝置等。該裝置拆接方便、迅速,整個(gè)換輥時(shí)間約10-20分鐘左右。根據(jù)小型鋼的換輥經(jīng)驗(yàn)一般整體換輥時(shí)間在45-70分鐘左右。近二十年來(lái),隨著連鑄技術(shù)的進(jìn)步和在線自動(dòng)化程度的提高,H型鋼生產(chǎn)工藝也日益成熟,而且正朝高度自動(dòng)化和連續(xù)鑄軋的方向發(fā)展,將要面臨工藝的變革。下期將為大家?guī)?lái)H型鋼的常見缺陷,敬請(qǐng)期待!