




山西球墨管鑄鐵型材,現在通過觀察試塊來判斷球化情況是普遍采用的一種方法。各廠所用試塊形狀很多、尺寸各異,多數工廠采用三角形試塊。根據我廠生產特點、鑄件大小和厚薄,選用三角試塊截面積尺寸為12.5mm(底)×50mm((高)。還有些工廠采用圓形試塊,例如Ф15mm、Ф25mm、Ф30mm不等。鐵液理畢后用取樣勺由鐵液表面以下200mm處出液并澆成試塊并冷至暗紅色方可水淬冷卻球良的塊外圓比灰鑄鐵大得多外觀清潔光亮很有砂通常立澆的三角試塊兩側有縮陷臥澆塊頂面或兩側有縮陷試塊冷卻敲斷后球化良好試,呈銀白色或銀灰色瓷狀斷口白口清晰中間有疏松若斷口呈銀白色并有放射狀花紋則表球劑加入量偏高產生的碳化物較多此時試塊入時發出“”的脆裂聲試片輕擊即斷且新擊的口很濃的電石氣味因此好澆注時進行浮硅育若口呈銀灰色并有均勻分布的小黑點若斷呈色晶。三角試樣球化質量的兩種鑒別方法。需要注意的是,球墨鑄鐵型材球化良好的三角試塊經淬水打斷后立即會有電石氣味逸出。2)白口深度與球墨鑄鐵種類、類型和鐵液成分有關,因此表中沒有給出數據,稀土鎂球墨鑄鐵棒白口深度不十分明顯。
山西球墨管非常耐腐蝕,對于酸、堿、鹽水以及未經處理的污水都能夠接受,這樣的管道自然大受歡迎。鑄鐵管的阻燃性能、抗 寒耐熱性能都非常好,這樣的管道對于環境的適應性非常強,也就擴大了它的使用范圍。鑄鐵管的施工非常快捷方便,承插式的連接方式較之其他方式更加簡單,接頭處的橡膠圈適應熱脹冷縮。鑄鐵管在氣溫較高,內結構層較薄,如只有一個環向或一個螺旋和一個環向時,若加砂時淋膠量不足,容易將內 結構層的樹脂有吸入加砂層,就形成內環向,內螺旋架空。所以此時必須控制好含膠量,并用刮膠板將纏繞紗之間的縫隙用樹脂填平。
鑄鐵管操作時要注意催化劑是否正常,特別是剛開泵時,鑄鐵管在加 砂過程中要注意紗布的位置及張力,加砂的同時要用壓輥擠壓,加強密實度控制,對于偏心的模具,擠壓時要謹慎操作。擠平后再纏環向。加砂層的平整度是整個管道平整度的關鍵。在安裝時要減少焊接應力對于機器安裝的影響,管道的碰口盡量安裝在室外的位置上。
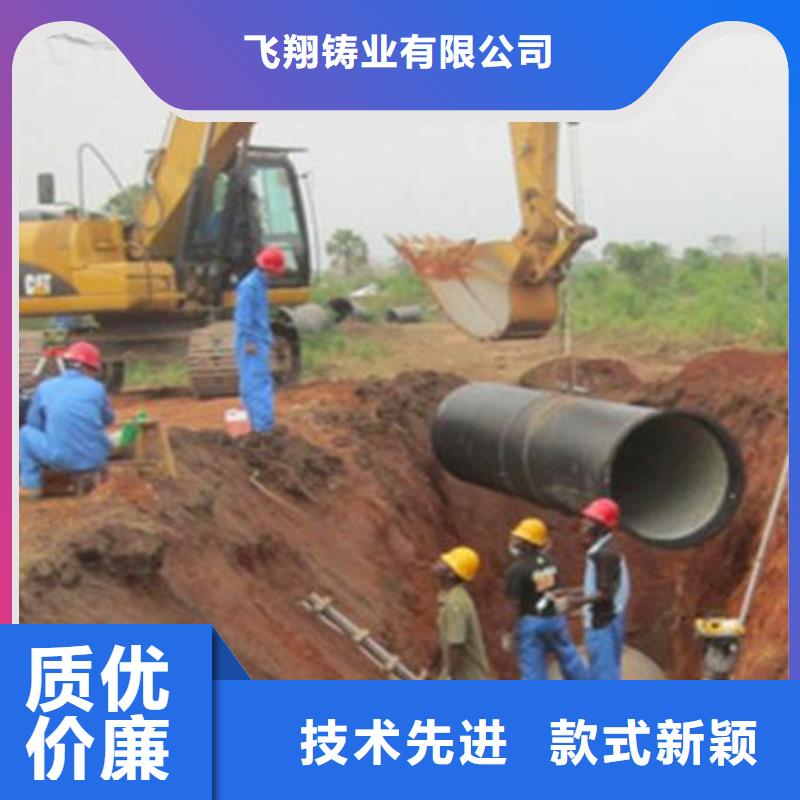
鑄鐵管在安裝前對管道口和預留的空洞以及鋼結構等等進行好核對,不能等到施工時才發現不對的地方,要 提前核對好。管道的坡度也要充分測量好,焊接的地方應該設置在易于查看的地方,這樣也有利于日后的維護和保養。鑄鐵管在連接時,還要注意防止出現強力相對的情況。還要保證每個接口處都充分 焊接好,這樣可以保證它充分起到密封的效果。
山西球墨管飛翔球墨鑄鐵型材經過幾十年的實踐應用,被廣泛應用在液壓、機床、模具、機車、冶金以及壓縮機和一般通用零部件行業。下面鑄鐵廠家為您詳細講解鑄鐵型材在各個行業上的具體應用。(1)液壓行業鑄鐵型材內部無缺陷,密度大于砂鑄件,具有細密的組織,耐壓致密性優良,35Mpa的壓力下,壁厚1mm的試樣無點滲和周滲現象,加之其優良的機加性能,非常適用于液壓件。(2)壓縮機行業滾動活塞式空調壓縮機機芯中,滾動活塞環為關鍵部件。通過淬火,連鑄灰鑄鐵棒材加工的活塞環(又稱滾套)很容易達到HRC50以上的硬度,且熱變形小,尺寸精度高。美國Potorex,Fedders公司,日本Hitachi,上海日立,韓國LG,中國格力等***廠商已經批量采購。(3)機床行業在機床制造業中,使用鑄鐵型材制造車床、銑床、磨床、鉆床等的工作臺及機床導軌、軸。(4)車輛行業(ADI齒輪)連鑄型材與砂鑄件相比,等溫淬火后抗拉強度提高20Mpa以上伸長率提高20%,硬度提高2HRC,綜合力學性能明顯優于砂鑄件;而相比鍛鋼來講,整個齒輪的加工成本降低23%左右。(5)冶金行業適用于美國摩根技術的高速線材軋制生產線輸送輥子,經寶鋼、首鋼等鋼鐵公司使用后,改變了以往我國在高速線材配件方面依賴國外進口的局面。
山西球墨管鑄鐵型材的球化率是爐前檢驗球鑄鐵棒材在其生產過程中是不可缺少的一環,直接關系到球墨鑄鐵型材的質量。而及時、準確判斷鐵液的球化情況,可以迅速采取措施控制球墨鑄鐵棒質量。爐前誤判將會造成大量鑄件報廢,浪費造型工時,因此爐前的及時、準確判斷球化情況比爐后檢驗重要得多。下面飛翔鑄造小編就實際生產中常用的爐前檢驗鐵液球化情況來總結的一些經驗有以下方法。常見的有表面結皮及火苗判斷法。稀土鎂球墨鑄鐵含鎂量較低,又有稀土元素,鐵液表面和純鎂球墨鑄鐵不一樣,表面沒有那么多氧化皮,火苗也沒有那么多而有力。注意的是,當補加1/3鐵液時液面會逸出鎂光及白**火苗,形如燭火。根據火苗數量、高度判斷球化情況及鎂殘余量,火苗越高、越有力,說明球化良好。尤其是在澆注時,從鐵液流中可以看到**火,如高度達25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,則球化較差。從處理后的球墨鑄鐵鐵液表面看,形成氧化膜,并有銀白色滾動的亮點,即為球化良好。但氧化膜太厚,則表示鐵液溫度低。