





線靠譜廠家")
西雙版納數(shù)控鋼筋鋸切套絲生產(chǎn)線介紹:西雙版納數(shù)控鋼筋鋸切套絲線,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,西雙版納全自動數(shù)控鋸切套絲一體機,能夠?qū)摻畎舨陌凑招枨螅詣愉徢谐伤枰L度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數(shù)控鋼筋鋸切套絲設備。1,采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。2, 通過變頻電機驅(qū)動絲杠機構(gòu)來調(diào)整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。3, 采用液壓鋸切方式,體積小、產(chǎn)量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩(wěn)定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉(zhuǎn)動,鋼筋切頭均勻。4,鋸床采用雙面夾緊鋸床。5、合理的氣動系統(tǒng)設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。
西雙版納鋼筋鋸切套絲生產(chǎn)線數(shù)控鋸切打磨一體機, 一臺控制器控制兩臺液壓泵站,同一束預應力筋兩端的千斤頂自動同步、平衡張拉技術(shù),張拉力自動跟隨,位移檢測的張拉模式,可移動式單頂泵單頂結(jié)構(gòu)。兩套液壓站驅(qū)動的兩臺千斤頂自動同步、平衡張拉技術(shù),位移傳感器檢測伸長值的張拉模式,智能控制張拉。可設定張拉目標張力值、位移校核目標植、持荷時間等參數(shù)由系統(tǒng)自動控制張拉,同步自動平衡張拉,直接顯示張拉值及自動測量張拉伸長值,由液壓傳感器測量油壓轉(zhuǎn)換并直接顯示張拉力值,由位移傳感器測鋼絞線伸長量,直接在觸摸屏顯示,方便的輸入功能。現(xiàn)場微機控制站采用筆記本。數(shù)控棒材鋼筋鋸切生產(chǎn)線 數(shù)控棒材剪切線切斷原理數(shù)控液壓鋼筋剪切生產(chǎn)線(又名數(shù)控鋼筋剪切線,鋼筋剪切生產(chǎn)線,全自動鋼筋剪切線,棒材鋼筋剪切生產(chǎn)線)。可廣泛用于建筑、高速公路、高鐵、隧道、水利、發(fā)電廠、核電站等行業(yè),適用于多種規(guī)格不同長度的鋼筋連續(xù)切斷工作,對于規(guī)格多,批量多的鋼筋進行剪切及分類。
線靠譜廠家")
線靠譜廠家") 西雙版納鋼筋鋸切套絲打磨生產(chǎn)線靠譜廠家
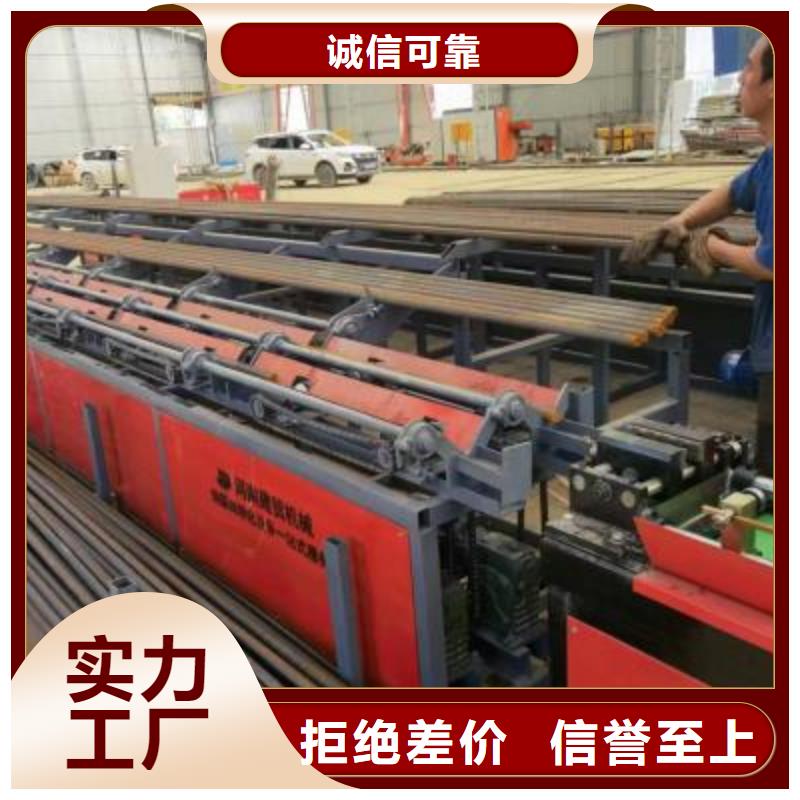
西雙版納鋼筋鋸切套絲打磨生產(chǎn)線靠譜廠家
傳統(tǒng)的鋸切方式是由工人人工定尺,整個加工技術(shù)流程工序十分繁瑣,而且過程中需要勞動人員多、且鋼筋加工工人的費用頗高,特別是所有的加工工序如鋼筋的調(diào)直、彎曲、切斷不能一次完成,基本每道工序都需要單獨的簡易設備進行搭配,各工序均需配備專職人員及小型設備進行分工加工,才可完成箍筋加工成型,對人力物力利用率十分低下,很大程度上都無法確保建筑工程質(zhì)量以及施工工期。1、西雙版納數(shù)控鋼筋鋸切套絲打磨生產(chǎn)線,鋼筋鋸切、墩粗、套絲、打磨工藝實現(xiàn)了自動化生產(chǎn),提高了套絲生產(chǎn)設備的自動化程度 并減少了勞動力。2、全機配備橫向上料裝置,上料方便,自動套絲線與鋼筋鋸切設備連接,鋼筋通過鋸切設備將鋼筋裁剪到規(guī)定長度后直接進入套絲設備不需要占用場地存放鋼筋。3、鋼筋套絲工藝實現(xiàn)了自動化生產(chǎn),提高了套絲生產(chǎn)設備的自動化程度并減少勞動力。4、短的時間實現(xiàn)從原材料到兩端套絲半成品,具有智能翻料機構(gòu)當加工工位工序完成同時下一工位沒有鋼筋時自動進行翻料動作。
