

30秒一段產品介紹視頻,帶你了解直縫管20G無縫鋼管源頭廠源頭貨產品的功能、特點和使用方法。
以下是:直縫管20G無縫鋼管源頭廠源頭貨的圖文介紹

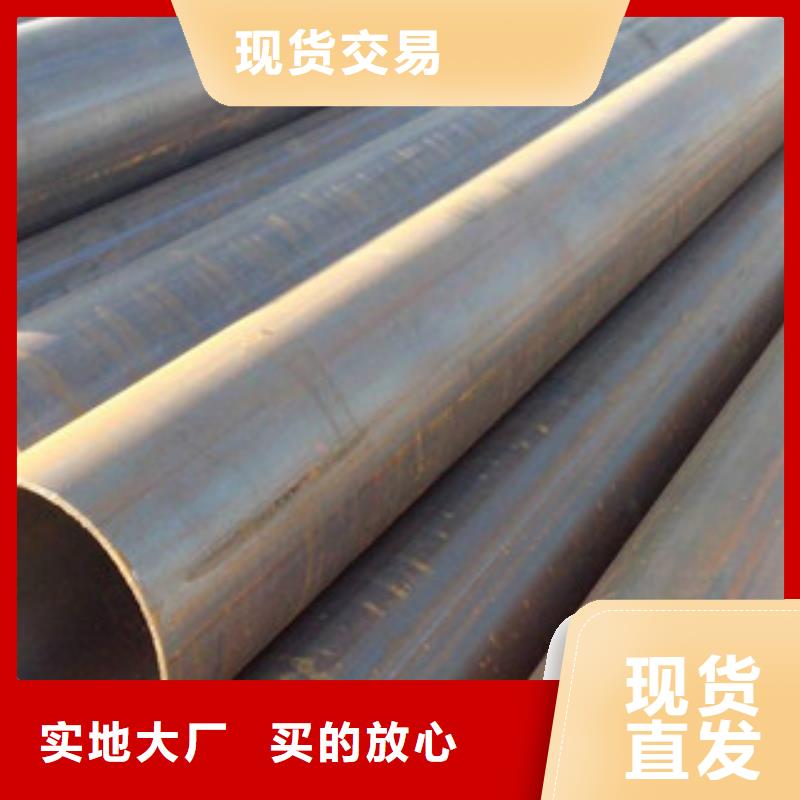
直縫管20G無縫鋼管源頭廠源頭貨

螺旋管自身并不會變熱,但是實驗樣本會顯著發燒。在加熱溫度超過電弧熔化機時,無線電頻率感應器將提供更多的控制,使科學家可以調整合金具體的成分比例。螺旋鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊螺旋鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等。JCOE直縫埋弧焊管成型方式科學、經濟,生產工藝:基本克服了螺旋縫焊管技術的不足,焊縫質量容易保證、殘余應力小。因此,JCOE直縫埋弧焊管是近幾年制管業發展的一個趨勢。一根焊管經探傷、下料后,各控制繼電器已相繼斷開,一個探傷循環結束,系統自動復位,準備下一根焊管的檢測。


JCOE成型的優勢
大直徑直縫埋弧焊管是以鋼板為原料,經過不同的成型工藝,采用雙面埋弧焊接和焊后擴徑等工序制成焊管。直縫埋弧焊管生產工藝不管采用哪種生產方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點焊、內外埋孤焊、超聲波探傷、擴徑、水壓試管等工序基本上是大同小異,關鍵是成型工序不同。因此,根據成型工序,SAWL又可以具體分為輥彎成型(砌強)、連續扭轉成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優點是設備小、重量輕、投資少、管徑范圍大、產量適中且生產靈活,對市場適應性強,但也存在管筒開口大、易錯邊、不易控制等缺點。對于大直徑、高鋼級、大壁厚鋼管生產難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現中間寬,兩頭窄的現象。
大直徑直縫埋弧焊管是以鋼板為原料,經過不同的成型工藝,采用雙面埋弧焊接和焊后擴徑等工序制成焊管。直縫埋弧焊管生產工藝不管采用哪種生產方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點焊、內外埋孤焊、超聲波探傷、擴徑、水壓試管等工序基本上是大同小異,關鍵是成型工序不同。因此,根據成型工序,SAWL又可以具體分為輥彎成型(砌強)、連續扭轉成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優點是設備小、重量輕、投資少、管徑范圍大、產量適中且生產靈活,對市場適應性強,但也存在管筒開口大、易錯邊、不易控制等缺點。對于大直徑、高鋼級、大壁厚鋼管生產難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現中間寬,兩頭窄的現象。



鋼興鋼管 有限公司主要產品有 山西忻州20G無縫鋼管。我公司將客戶的利益放在前,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提效率,降低成本,增強竟爭力,我們的銷售和設計人員會仔細聆聽您的要求和需要,完全根據您的要求和需要進行設計和制造,幫助您獲得您理想的產品。 我公司擁有完善的售后服務網絡,能對您的售后提供全力支持,幫助您得到您滿意的設備,確保您在設備使用過程中及時地解決遇到的問題,并得到我們周到的服務。我們誠摯歡迎四海賓朋的光臨!我們將為您提供優良的產品、合理的價格、周到的服務。


