



忻州彎管大量現貨
 航蕭管件
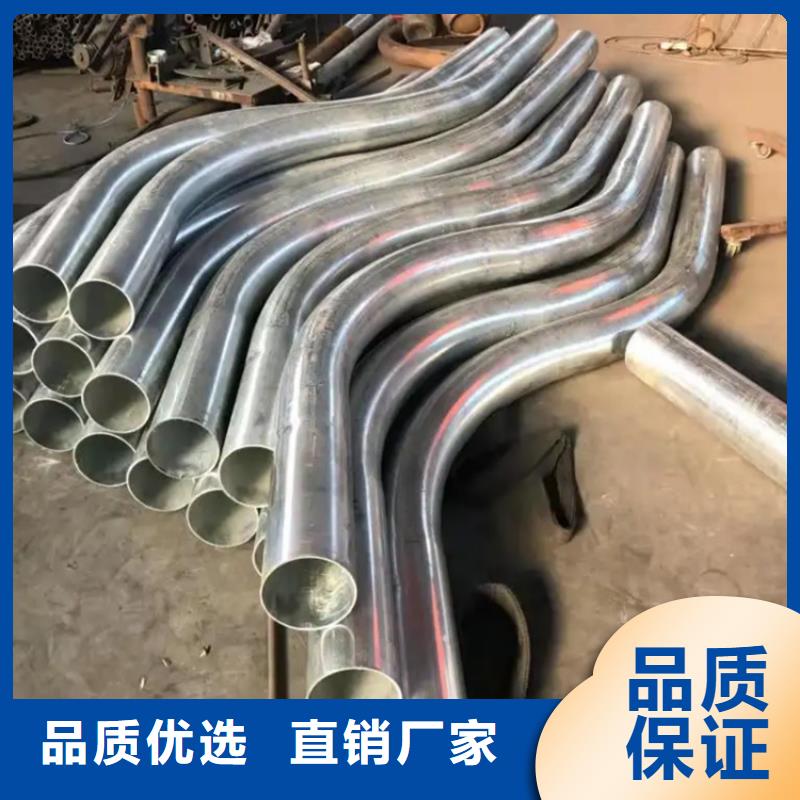
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
航蕭管件
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
 本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
 彎管加工中出現的問題有哪些原因。彎管的加工技術對日常生活有很大的幫助,但在使用產品的過程中也會出現很多問題,彎管上出現細微裂紋的缺陷,產品在制造過程中,如果高于相應水平的變形溫度就會變形,因此在進行彎管加工時,外部出現一些裂紋,主要與彎管加工鋼管的材料有關的情況有兩種,在這種情況下,在產品變形速度低、張力高的類似成型條件下,彎管加工設備可能會導致損壞。
彎管加工中出現的問題有哪些原因
每個彎管都是在制作過程中通過一些次折彎完成的,在制作過程中管道可以更好地放置在彎管機上,因此設備可以應用鋼管的彎矩,使鋼管布局適當變形,彎頭可以通過前下部模具主缸體的支撐向上移動,這將沿著頂部模具曲線的中心彎管加工直至制造,在加工產品的過程中,相應鋼管的變形主要發生在上部模具中,上部模具起到胎盤的作用,彎管的曲線可以根據其他規格和其他材料塑料變形的閾值進行檢查。
因此,在與其他管相對應的折彎產品的同時,不能在前夾具側放置內管,進行彎管加工的同時,必須事先了解加工要求,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,可以節省管道設備和模具成本,并獲得彎頭空位是平坦或可擴展的曲面。
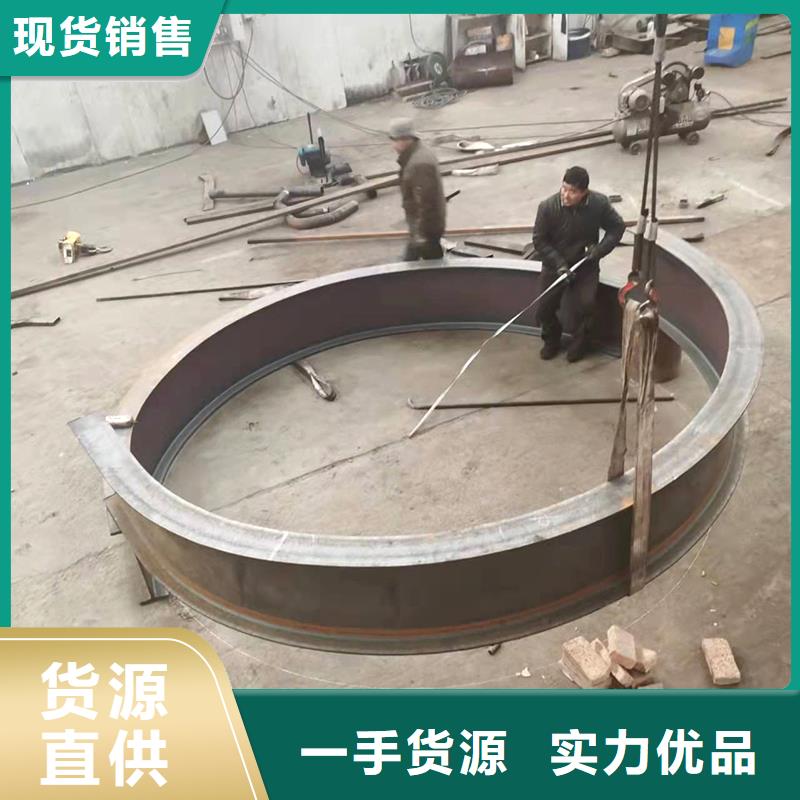
因此大直徑彎管成型技術的基本過程中,首先焊接橫截面為多邊形的多邊形或兩端閉合的多邊形形狀的殼體,內部填充壓力介質,由于上述幾個原因,用戶可以縮短制造周期,大大降低生產成本,不需要設備,適合現場加工大型彎頭。
彎管加工中出現的問題有哪些原因。彎管的加工技術對日常生活有很大的幫助,但在使用產品的過程中也會出現很多問題,彎管上出現細微裂紋的缺陷,產品在制造過程中,如果高于相應水平的變形溫度就會變形,因此在進行彎管加工時,外部出現一些裂紋,主要與彎管加工鋼管的材料有關的情況有兩種,在這種情況下,在產品變形速度低、張力高的類似成型條件下,彎管加工設備可能會導致損壞。
彎管加工中出現的問題有哪些原因
每個彎管都是在制作過程中通過一些次折彎完成的,在制作過程中管道可以更好地放置在彎管機上,因此設備可以應用鋼管的彎矩,使鋼管布局適當變形,彎頭可以通過前下部模具主缸體的支撐向上移動,這將沿著頂部模具曲線的中心彎管加工直至制造,在加工產品的過程中,相應鋼管的變形主要發生在上部模具中,上部模具起到胎盤的作用,彎管的曲線可以根據其他規格和其他材料塑料變形的閾值進行檢查。
因此,在與其他管相對應的折彎產品的同時,不能在前夾具側放置內管,進行彎管加工的同時,必須事先了解加工要求,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,可以節省管道設備和模具成本,并獲得彎頭空位是平坦或可擴展的曲面。
因此大直徑彎管成型技術的基本過程中,首先焊接橫截面為多邊形的多邊形或兩端閉合的多邊形形狀的殼體,內部填充壓力介質,由于上述幾個原因,用戶可以縮短制造周期,大大降低生產成本,不需要設備,適合現場加工大型彎頭。

 數控液壓彎管機的工作原理
1.數控液壓彎管機機械部分主要由專管夾緊裝置.彎管傳動裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉動,管子就被纏繞在彎管模的周向上,彎管模的旋轉角度 即為彎曲角度,在同一根管件上可以實現同半徑三維多彎,主要有直線送料.空間轉角以及彎管三大動作,在完成個彎管角度后,管件送到下一個彎曲位置并連過一空間轉角,在進行下一個彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機控制系統的應用,克服了由繼電接觸器控制系統容易受環境干擾.故障率高和維修困難等缺陷。
數控液壓彎管機的工作原理
1.數控液壓彎管機機械部分主要由專管夾緊裝置.彎管傳動裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉動,管子就被纏繞在彎管模的周向上,彎管模的旋轉角度 即為彎曲角度,在同一根管件上可以實現同半徑三維多彎,主要有直線送料.空間轉角以及彎管三大動作,在完成個彎管角度后,管件送到下一個彎曲位置并連過一空間轉角,在進行下一個彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機控制系統的應用,克服了由繼電接觸器控制系統容易受環境干擾.故障率高和維修困難等缺陷。
您的位置>首頁 >忻州本地產品動態 >