

聯系我們

當前位置:
聊城 潤星電力管材有限公司 >
新鄉本地行業News
PE燃氣管熱浸塑電力管就近發貨
更新時間:2025-01-14 02:37:29 瀏覽次數:18 公司名稱:聊城 潤星電力管材有限公司
以下是:PE燃氣管熱浸塑電力管就近發貨的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
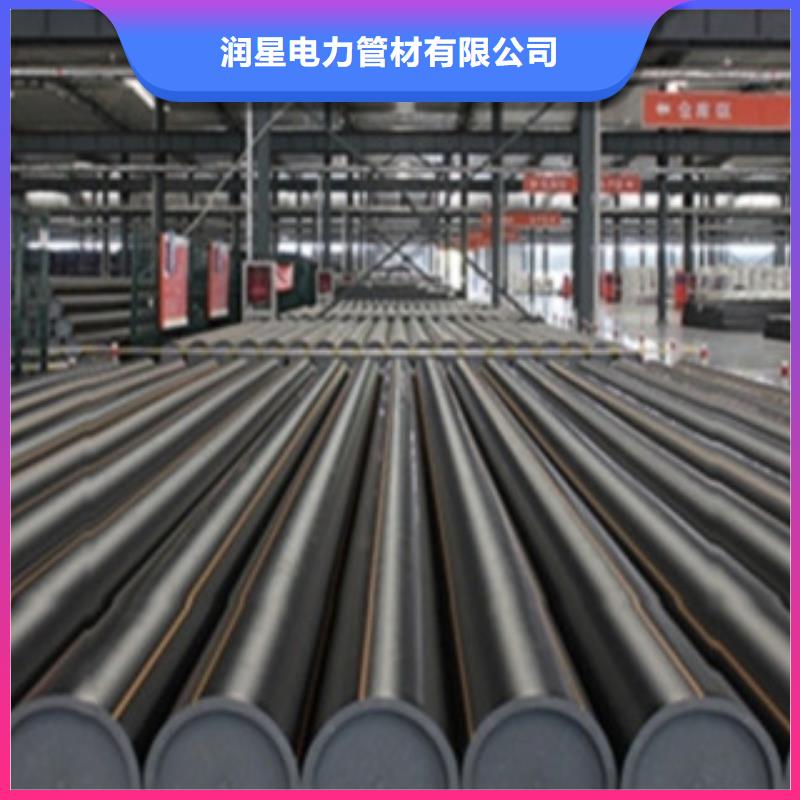
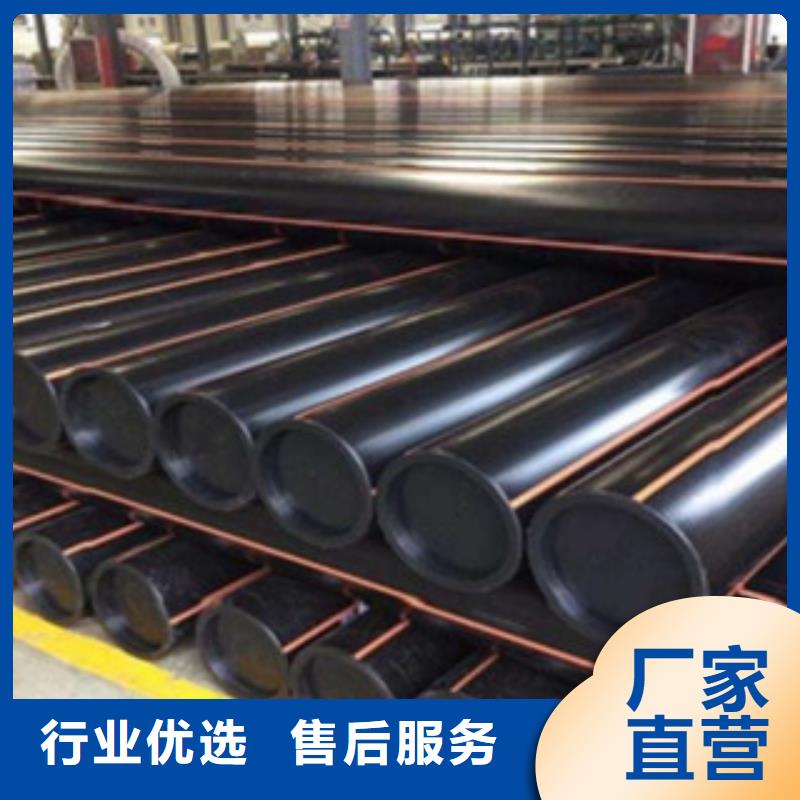
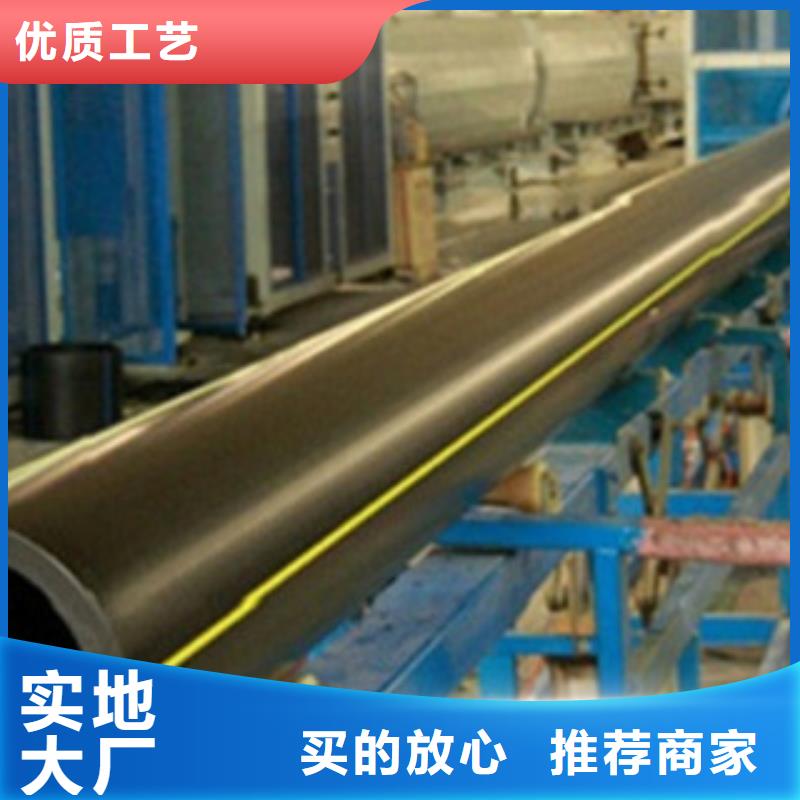
| 顏色 | 黑色橙條 |
| 口徑 | 20-630 |
| 原料 | 北歐化工3490 |
| 外觀 | 直管 |
| 定長 | 6/9/12 |
| 壓力 | 1.0MPA |
| 連接方式 | 熱熔對接 |
| 敷設方法 | 埋地 |
| 應用領域 | 燃氣工程 |
| 規格 | SDR17.6/SDR11 |
以下是:PE燃氣管熱浸塑電力管就近發貨的圖文視頻

PE燃氣管熱浸塑電力管就近發貨,潤星電力管材有限公司專業從事PE燃氣管熱浸塑電力管就近發貨,聯系人:王經理,電話:15006359263、15006359263,QQ:292543758,發貨地:聊城塑料管材產業園發貨到河南省 新鄉市 紅旗區、衛濱區、鳳泉區、牧野區、獲嘉縣、原陽縣、延津縣、封丘縣、長垣市、衛輝市、輝市,以下是PE燃氣管熱浸塑電力管就近發貨的詳細頁面。 河南省,新鄉市 新鄉市是鄭州都市圈重要組成部分、豫北地區首批公路運輸樞紐城市,是全國文明城市、衛生城市、園林城市、森林城市、知識產權示范城市、循環經濟示范城市、全國農村改革試驗區、鄭洛新自主創新示范區。2022年,新鄉市完成地區生產總值3463.98億元,位居全省第6位,同比增長5.3%,高于全省平均水平2.2個百分點,位居全省第1位。
我們的PE燃氣管熱浸塑電力管就近發貨視頻現已上線,產品魅力難擋,視頻揭曉全貌,速來圍觀!
以下是:PE燃氣管熱浸塑電力管就近發貨的圖文介紹

公司現有大量的 河南新鄉PVC-C電力管庫存及原材料庫存,對于緊急需要購買 河南新鄉PVC-C電力管的客戶我們承諾在48小時內內出廠。
河南新鄉PVC-C電力管質保期內出現任何質量問題免費換新。因為我們對自己的產品質量有信心,所以我們可以承諾!


隨著PE管材原材料的價格上漲,很多pe管廠家熬不住了,就開始從質量上動手腳,那么,小編就整理了一些小妙招,幫您表別好壞PE管材的質量!相大家都知道HDPE燃氣管都是擠出成型的,管材的質量主要是工藝與原材料的問題。PE原料的時間太短就不熟,時間太長就不好。可以加一些填充,提高他的穩定性可以加長保壓的時間提高其穩定性加工出來以后可以進行后處理一下使產品完全定性!重要是PE原料的質量問題。那么如何如何分辨好壞HDPE燃氣管材呢?專家給您支招:聞,一般原料PE管化學性能不穩定,有難聞的異味或加熱后有異味。優質原料化學性能穩定,制成品不會有任何異味。看,一般原料PE管:原料有時含有雜質,成品透光性差或有斑點、氣霧、氣泡等。優質原料純度高,絕無雜質,成品透明度及光潔度高,韌性好。摸,一般原料PE管成品邊沿粗糙,水口位突起,既不美觀,還容易割傷皮膚。優質原料PE管成品光滑無毛邊,不傷手;符合人體工程學設計,把握舒適。一般pe管原料在酸、堿、鹽或去污劑、洗滌劑的作用下,容易出現各種老化現象-脆化、龜裂、蛻皮等。優質HDPE原料能耐酸、堿、鹽及多種溶劑,防腐蝕,抗老化。
螺桿轉速對管材質量的影響:螺桿轉速的選擇直接影響產量和質量。螺桿轉速既取決于擠出機大小,一邊取決上管徑大小。轉速增加,擠出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺桿內的停留時間較短,過高的摩擦熱使管內壁比較粗糙、管材強度下降,因此,螺桿轉速的控制應根據產量、產品外觀和物理力學性能要求權衡。牽引速度因素對HDPE燃氣管材質量的影響:牽引速度直接影響產品壁厚。牽引速度應與擠出速度相配合,通常是牽引速度比管材擠出速度高1%~10%。溫度對PE塑料管材質量的影響:溫度是影響塑化及塑料管材生產的主要因索,溫度過低,塑化不好,溫度過高,物料易分解。溫度的控制應根據原配方、擠出機及機頭結構、螺桿轉速等因素確定。加工硬pvc管材時,因加工溫度與分解溫度頗為接近,生產中應嚴格控制各點的料溫。同時注意測溫儀表的誤差及測量點的位置。壓縮空氣對HDPE燃氣管質量的影響:壓縮空氣使管子定型并保持一定圓度,其壓力一般為0.02~0.05mpa。牽引冷卻對PE塑料管材質量的影響:這點相大家都比較了解,冷卻達不到會使擠出料粘連,無法定型。 是采用風冷結合水冷,冷卻水溫度要保持在15°左右。另外生產完成后,HDPE燃氣管的堆放不能過于擠壓,不能裸露在太陽下暴曬,不然也會因為氧化誘導的原因使PE塑料管材質量發生變化。
螺桿轉速對管材質量的影響:螺桿轉速的選擇直接影響產量和質量。螺桿轉速既取決于擠出機大小,一邊取決上管徑大小。轉速增加,擠出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺桿內的停留時間較短,過高的摩擦熱使管內壁比較粗糙、管材強度下降,因此,螺桿轉速的控制應根據產量、產品外觀和物理力學性能要求權衡。牽引速度因素對HDPE燃氣管材質量的影響:牽引速度直接影響產品壁厚。牽引速度應與擠出速度相配合,通常是牽引速度比管材擠出速度高1%~10%。溫度對PE塑料管材質量的影響:溫度是影響塑化及塑料管材生產的主要因索,溫度過低,塑化不好,溫度過高,物料易分解。溫度的控制應根據原配方、擠出機及機頭結構、螺桿轉速等因素確定。加工硬pvc管材時,因加工溫度與分解溫度頗為接近,生產中應嚴格控制各點的料溫。同時注意測溫儀表的誤差及測量點的位置。壓縮空氣對HDPE燃氣管質量的影響:壓縮空氣使管子定型并保持一定圓度,其壓力一般為0.02~0.05mpa。牽引冷卻對PE塑料管材質量的影響:這點相大家都比較了解,冷卻達不到會使擠出料粘連,無法定型。 是采用風冷結合水冷,冷卻水溫度要保持在15°左右。另外生產完成后,HDPE燃氣管的堆放不能過于擠壓,不能裸露在太陽下暴曬,不然也會因為氧化誘導的原因使PE塑料管材質量發生變化。



“煤改氣”一直是社會各界熱議的話題。近年來,關于“煤改氣”必要性的問題眾說紛紜,甚至有人提出“煤改氣”不僅不能解決空氣污染,甚至會加重霧霾,事實究竟如何?PE燃氣管所示的壓力均表示為公稱壓力,用Mpa表示,1Mpa≈10kgf/cm2即管材在20℃條件下,輸送介質的工作壓力,但隨著介質的溫度的升高(不得輸送>50℃的介質)工作壓力隨之減小,這從客觀上在選擇給水管道須考慮足夠的壓力的系數。受“經濟性”問題困擾,我國多數地區“煤改氣”的推進依賴環保政策,市場內生動力不強,而近期市場情況似乎有所改變。就相關問題,筆者進行了進一步的探討。PE燃氣管施工簡易:管道連接施工迅速容易,施工工程費低廉。
PE燃氣管材料屬聚烯烴類高分子化合物,其分子由碳、氫元素組成,無有害元素,衛生可靠。在加工、使用及廢棄過程中,不會對人體及環境造成不利影響,是綠色建材。PE燃氣管材不僅韌性、撓性好,而且焊接性能,管道連接過程中施焊效果可靠,造價低。同時具有良好的氣密性、耐腐蝕性和良好的抵抗裂紋快速傳遞能力,因而廣泛用于市政、石油、化工、燃氣等建設領域。PE燃氣管材的應用是2004年科技成果推廣項目。公司近年來開展對PE燃氣管熱熔焊接技術進行研究,研究成果成功地用于珠三角地區的燃氣工程,取得了較好的經濟效益和社會效益。PE燃氣管焊接工藝流程先進,可實現全自動、半自動施工。PE燃氣管接頭連接牢固可靠,施工技術先進,設備操作簡單,勞動強度低。
PE燃氣管施工過程中無需配備較多的施工機具,節約成本,機動靈活。本工法可用于市政建設給排水、燃氣管道安裝以及石油、化工、水處理等領域適用于管徑大于110mm,小于425mm的管道施工(一般不允許不同材質的PE燃氣管直接對接)。PE燃氣管熱熔焊焊接是利用加熱工具將管道或管件端面加熱到210℃左右,在可控壓力下持續一定時間,使兩端面熔合為一體,形成符合質量要求的管道焊接接頭。PE燃氣管的焊接施工可以在管溝邊進行也可以在管溝內進行,無論采取哪種方式都應將熱熔焊機機架安置平穩。PE燃氣管施工工藝流程:管道、管件的驗收→焊接準備→連接部位端部銑平和同軸度校對→測量拖拉力→在可控壓力下焊接→管道吹掃→試壓。PE燃氣管道、管件應根據施工要求選用配套的等徑、異徑彎頭和三通等管件。
熱熔焊接宜采用同種牌號、材質的管件,對性能相似的不同牌號、材質的管件之間的焊接應先做試驗。主要依據:設計圖紙、現行《燃氣工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技術標準;《聚乙烯燃氣管道工程技術》CJJ63技術標準。PE燃氣管焊接準備,檢查焊接機狀況是否滿足工作要求,檢查機具各個部位的緊固件有無脫落或松動。檢查機電線路連接是否正確、可靠,檢查液壓箱內液壓油是否充足,確認電源與機具輸入要求是否相匹配。加熱板是否符合要求(涂層是否損傷),銑刀和油泵開關是否正常等,用干凈的布兩管端部的污物。將管材置于機架卡瓦內,使對接兩端伸出的長度大致相等且在滿足銑削和加熱要求的情況下應盡可能縮短。
PE燃氣管材料屬聚烯烴類高分子化合物,其分子由碳、氫元素組成,無有害元素,衛生可靠。在加工、使用及廢棄過程中,不會對人體及環境造成不利影響,是綠色建材。PE燃氣管材不僅韌性、撓性好,而且焊接性能,管道連接過程中施焊效果可靠,造價低。同時具有良好的氣密性、耐腐蝕性和良好的抵抗裂紋快速傳遞能力,因而廣泛用于市政、石油、化工、燃氣等建設領域。PE燃氣管材的應用是2004年科技成果推廣項目。公司近年來開展對PE燃氣管熱熔焊接技術進行研究,研究成果成功地用于珠三角地區的燃氣工程,取得了較好的經濟效益和社會效益。PE燃氣管焊接工藝流程先進,可實現全自動、半自動施工。PE燃氣管接頭連接牢固可靠,施工技術先進,設備操作簡單,勞動強度低。
PE燃氣管施工過程中無需配備較多的施工機具,節約成本,機動靈活。本工法可用于市政建設給排水、燃氣管道安裝以及石油、化工、水處理等領域適用于管徑大于110mm,小于425mm的管道施工(一般不允許不同材質的PE燃氣管直接對接)。PE燃氣管熱熔焊焊接是利用加熱工具將管道或管件端面加熱到210℃左右,在可控壓力下持續一定時間,使兩端面熔合為一體,形成符合質量要求的管道焊接接頭。PE燃氣管的焊接施工可以在管溝邊進行也可以在管溝內進行,無論采取哪種方式都應將熱熔焊機機架安置平穩。PE燃氣管施工工藝流程:管道、管件的驗收→焊接準備→連接部位端部銑平和同軸度校對→測量拖拉力→在可控壓力下焊接→管道吹掃→試壓。PE燃氣管道、管件應根據施工要求選用配套的等徑、異徑彎頭和三通等管件。
熱熔焊接宜采用同種牌號、材質的管件,對性能相似的不同牌號、材質的管件之間的焊接應先做試驗。主要依據:設計圖紙、現行《燃氣工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技術標準;《聚乙烯燃氣管道工程技術》CJJ63技術標準。PE燃氣管焊接準備,檢查焊接機狀況是否滿足工作要求,檢查機具各個部位的緊固件有無脫落或松動。檢查機電線路連接是否正確、可靠,檢查液壓箱內液壓油是否充足,確認電源與機具輸入要求是否相匹配。加熱板是否符合要求(涂層是否損傷),銑刀和油泵開關是否正常等,用干凈的布兩管端部的污物。將管材置于機架卡瓦內,使對接兩端伸出的長度大致相等且在滿足銑削和加熱要求的情況下應盡可能縮短。


PE燃氣管熱浸塑電力管就近發貨,潤星電力管材有限公司為您提供PE燃氣管熱浸塑電力管就近發貨產品案例,聯系人:王經理,電話:15006359263、15006359263,QQ:292543758,發貨地:塑料管材產業園。