
簡約設計,不簡單內涵。觀看我們的冷拔管精密無縫鋼管廠家定制產品視頻,用少的話語傳達真實的產品價值。
以下是:冷拔管精密無縫鋼管廠家定制的圖文介紹

用實際行動,努力打造公司的形象與信譽。精拉管業有限公司本著先贏得信譽,其次再贏得市場的前提下,在競爭激烈的市場中,占有了一席之地,在 青海西寧精拉無縫鋼管行業中也樹立了很好的口碑。 企業的發展離不開科技,離不開人才,更離不開用戶。我們愿同全國各地客戶,建立穩固、平等、互利的業務關系,讓我們共同發展繁榮,為 青海西寧精拉無縫鋼管事業做出更大的貢獻。


對于冷拔管來說要不斷地進行各個部分的性能和促進冷拔管的不斷地進行去發展,對于常見的性能來說要不斷地進行保證良好的效果,注意平時進行維護和保養,當出現生銹的時候要注意除銹的方式和方法,還要進行正確地進行去除銹!
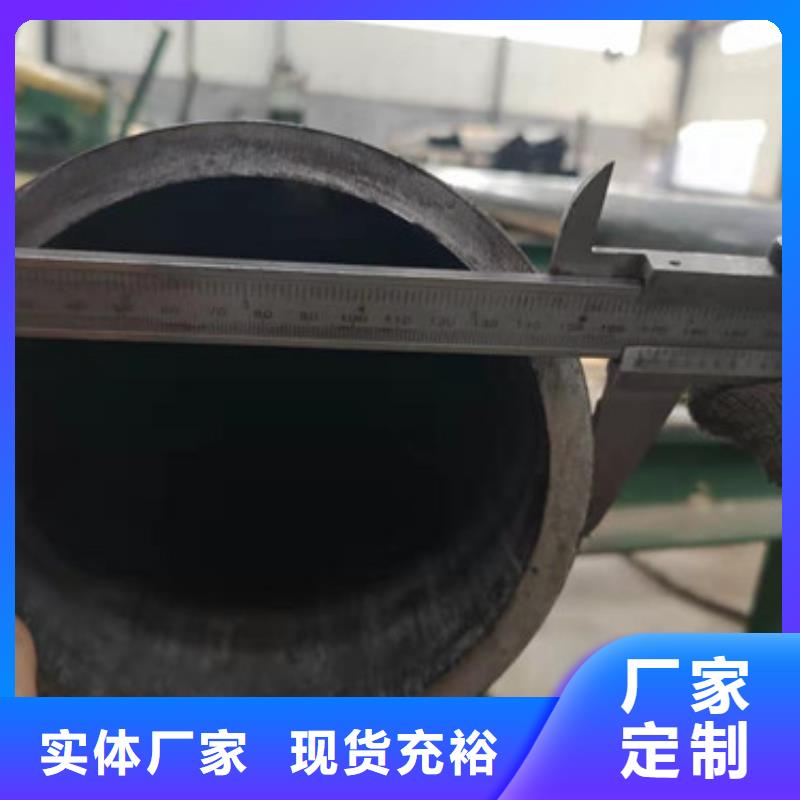
冷拔鋼管用拉拔、擠壓、穿孔等方法生產的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼錠或實心管坯經穿孔制成毛管,然后經冷撥制成。
冷拔鋼管是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。
優質碳素結構鋼冷撥無縫管,主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。



冷拔管技術包括連軋、冷拔管、三輥軋管、CPE頂管、擠壓管等。其中20#冷拔管是20世紀90年代才發展起來的技術,因其英文名稱為:Accuracy Rolling, 也簡稱為AR軋管。該技術工藝流 程短、操作靈活、鋼種面寬,深受行業推崇。隨著發展,該技術也出現的一定的問題。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。

