

西寧精密鋼管的廠家-亞廣金屬
<西寧>亞廣金屬

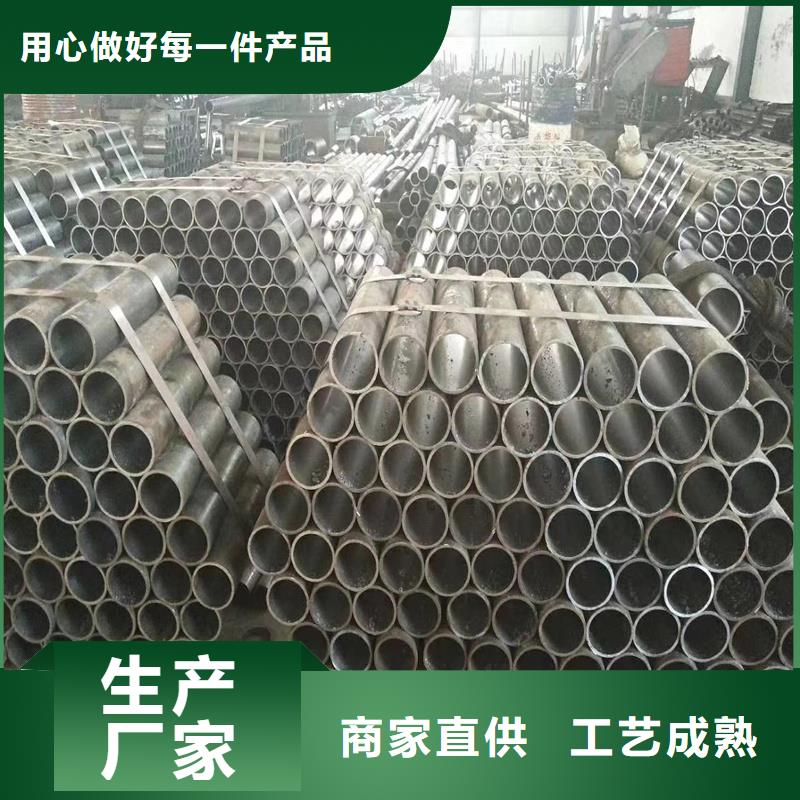
西寧精密管去產(chǎn)能的為有效的捷徑就是要進一步的進行企業(yè)之間的兼并和重組,處理廠家之間的各部分的之間的利益的關系,妥善處理好廠家員工下崗工人的就業(yè)和創(chuàng)業(yè)問題。目前,整個精密管廠家而言都是有的出現(xiàn)的,要好好地進行處理各個方面的利益關系,搞好各個部分的發(fā)展的。 精密管在進行操作的時候是根據(jù)它的具體的應用而進行不斷地去設計的,精密管而言 的好處就是能夠根據(jù)自身的特征和常見的基本的性能進行不斷地去精密管的使用的特點的。精密管在進行操作的時候要用到打孔的,打孔的話就是在西寧精密管的表面進行穿透,打一個個的小孔,這樣的話對于精密管來說就可以使用它在管道和工程領域就能夠派上用場了。劃線比較準,將鋼管固定在平臺上,用拐尺在鋼管兩側畫鋼管的中心高,既是孔的中心,打孔用鉆床,電鉆都行。鉆時打上樣沖眼。可以用化學腐蝕的方法,用強酸將需打孔處腐蝕穿;或用,原電池反應,用鐵絲接上一塊活潑金屬如Zn,將鐵絲與鋼管需打孔處連起來,然后將鋼管和Zn塊同時放入電解質(zhì)中;還可以用鋁熱反映(我覺得這方法比較好):利用鋁與三氧化二鐵(Fe2O3)反應時放出大量熱可以使鋼管打孔處融化。

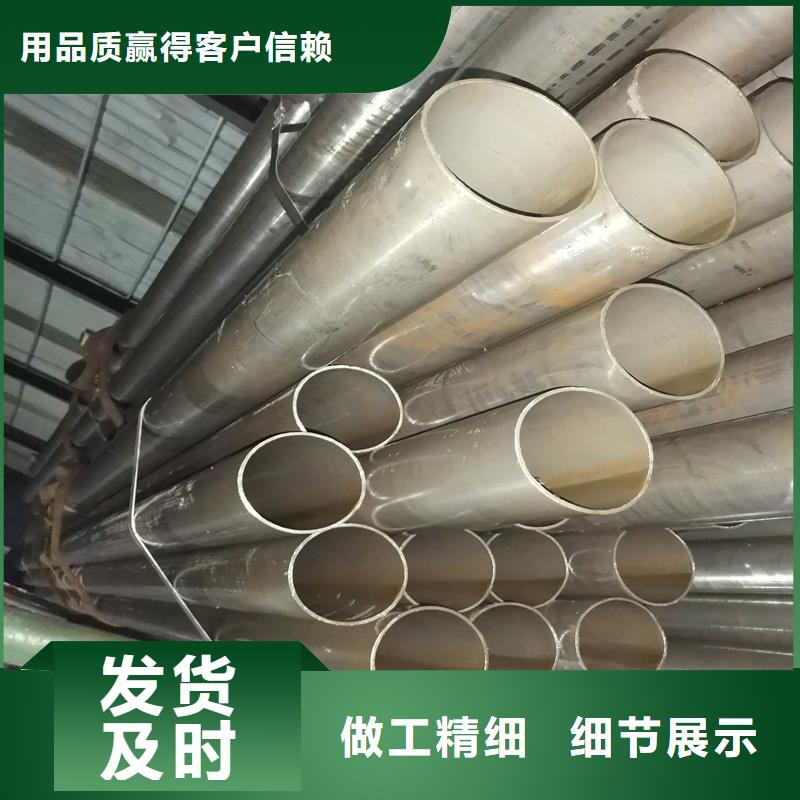
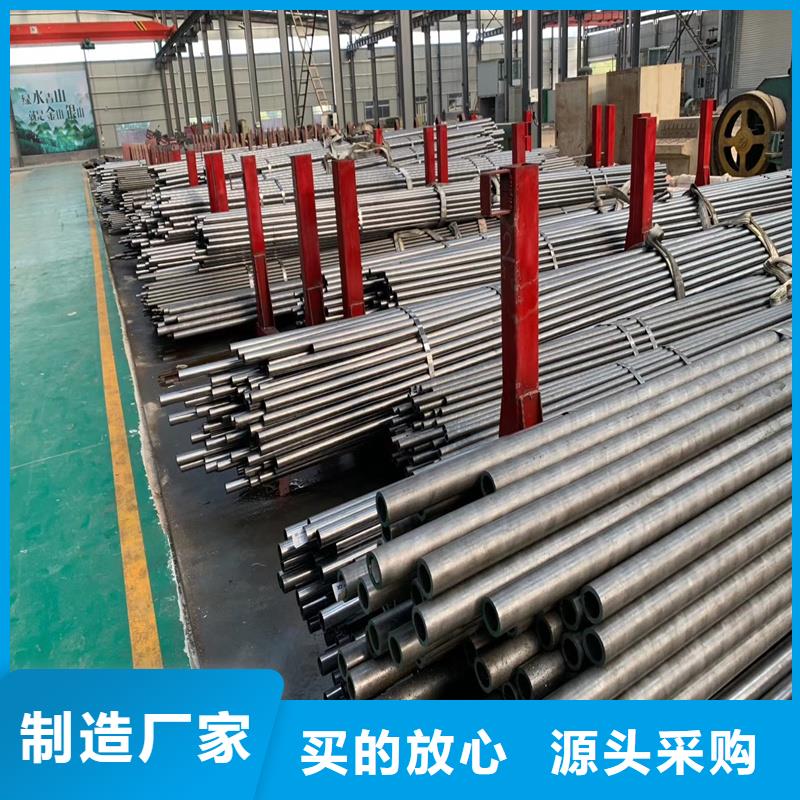
西寧精密管近期技術進行改革,沒有做什么宣傳,不過正好我們的新技術也研究成功了。現(xiàn)在產(chǎn)品終于可以成功用于油氣管道的運輸了。大家都知道油氣管道的要求非常的高,不僅需要密封性好,還要不會生銹,并且有利于液體的長距離運輸。以前我們在前兩個特點都能夠滿足,但是適于長途運輸很難做到。所以經(jīng)過近一年的研究,終于攻破了這項難題。 精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態(tài)。 西寧精密管生產(chǎn)廠家國外將此工藝改進后將原料改為,使成型與焊接分開,經(jīng)預焊和精悍,焊后冷擴徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進行了擴徑。美國、日本和德國總體上否定SSAW,認為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常嚴格的補充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
