




邢臺鋼筋鋸切套絲打磨生產線廠家,生產的鋼筋套絲打磨機具有以下優勢:自動化程度高,大大降低勞動強度。全機配備橫向上料裝置,上料方便。自動套絲線與鋼筋鋸切設備連接,鋼筋進入鋸切設備,被裁剪到規定長度后直接進入套絲設備,不需要占用場地存放鋼筋。鋼筋從原材料到兩端套絲半成品,耗時少,智能翻料機構會在當前工位工序完成時自動進行翻料動作數控鋼筋剪切線技術參數:剪切鋼筋直徑范圍:?Φ12~40mm剪切長度范圍:1~12m剪切精度:±2mm剪切頻率:20次/分輸送速度:1.92m/s操作人數:2人設備功率:25.5KW設備外形尺寸:28mX3.3mX2.5m電控系統:380V50~60HZ液壓系統:系統壓力大31.5Mpa液壓式電機18.5KW剪切表:三級鋼57kg/mm2產品介紹:該機引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型鋼筋剪切設備,用于棒材鋼筋的切斷。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達土2mm,可剪切各種長度的鋼筋。

a、鋸床導向臂的導向角夾持的鋸條與鋸床工作臺不筆直:處理:安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面筆直。b、帶鋸條有可能磨損:處理方法:如果鋸條有修正價值能夠修補,如果沒有的話就替換鋸條。c、帶鋸條可能松了。漲緊鋸條。d、帶鋸床下料速度進給太快,調整調速閥使進給速度慢一點。e、鋸床兩導向臂之間間隔太大,調一下導向臂的間隔,一般比材大6-10厘米f、鋸床導向角里夾鋸床的小軸承可能損壞,替換小軸承就能夠!
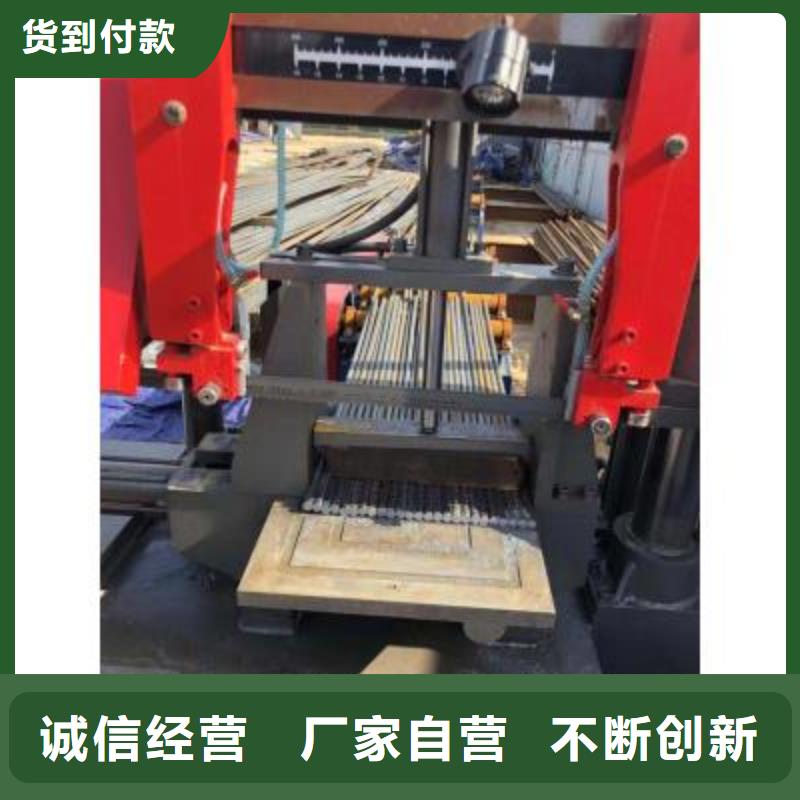
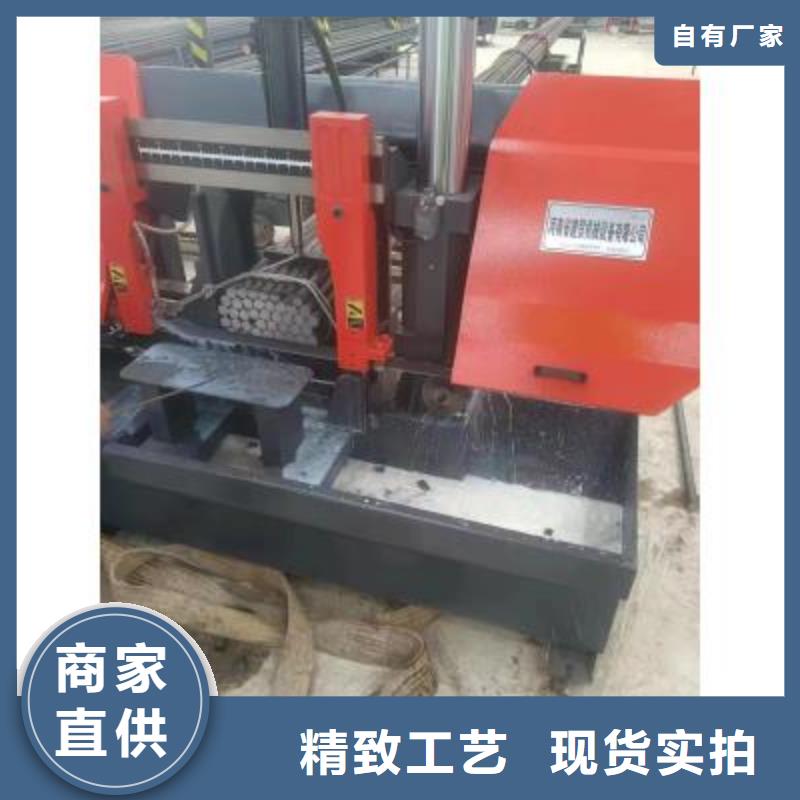
數控鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條作業,鋸條斷料方向由導軌操控架操控。經過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌操控架下落進鋸斷料,裝有手動或液壓油缸夾料鎖緊組織,以及液壓操作閥開關等。
需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件

鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統的一定閥域值時,系統就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲監控器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統不變。控制系統功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲監控,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統的要求,系統了基于普通電磁閥的位置控制模塊。對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。
邢臺全自動鋸切套絲生產線操作視頻 邢臺數控鋸切打磨鋼筋生產線 邢臺鋸切套絲打磨生產線多少錢一臺?本機是一種主要針對棒料鋼筋頭部螺紋加工全自動一體化設備。能夠將鋼筋按照需要自動完成鋼筋端部螺紋加工工藝,并在制作小直徑鋼筋是能通過墩粗工藝將鋼筋頭部墩粗產品優勢1. 本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即 可進行下一步配料,以節省循環周期;1.2.全自動送料輥道,避免原料的二次搬運;1.3.鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率;1.4.鋼筋輸送滾采用V型耐磨輥進行,達到了耐磨、減噪音、壽命長等特點;1.5.縮徑、滾絲主機頭實現了自動夾緊、送進、縮徑、滾絲等功效

