







月薪9000元難招氬弧焊工
記者在現場看到,武漢潤通萬達高新技術產品有限公司開出9000元月薪招氬弧焊工,等候一上午無人應聘。武漢安達防射線工程有限公司招10名氬弧焊工,月薪9000元,盡管收入比普通焊工高出近千元,也無人“揭榜”。
潤通萬達公司招聘官李先生告訴記者,氬弧焊是焊接作業時,采用惰性氣體保護焊點的一種技術。對焊接手法要求較高。技術越好,薪水越高,在沿海, 的氬弧焊月薪可拿七八千元。一般也能拿四五千元。在武漢,氬弧焊工之所以難招,一是這種技工數量較少,沒有專門的培訓機構培訓,主要靠老焊工從普通焊工中挑選徒弟帶;二是氬弧焊工對薪水的期望值較高,一般都在5000元以上,有的甚至達七八千元。
焊接材料的選擇
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。
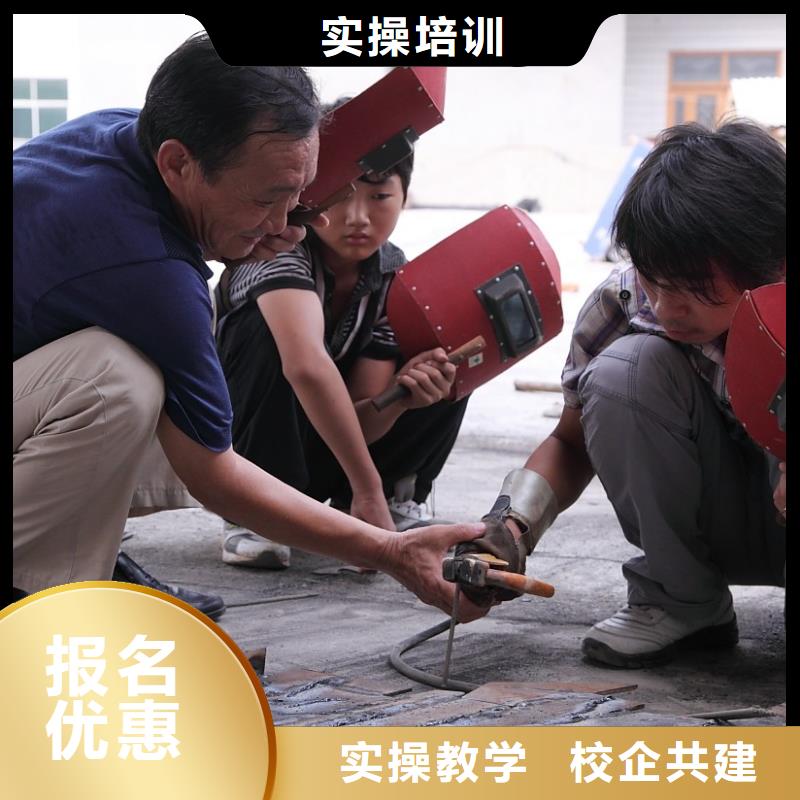
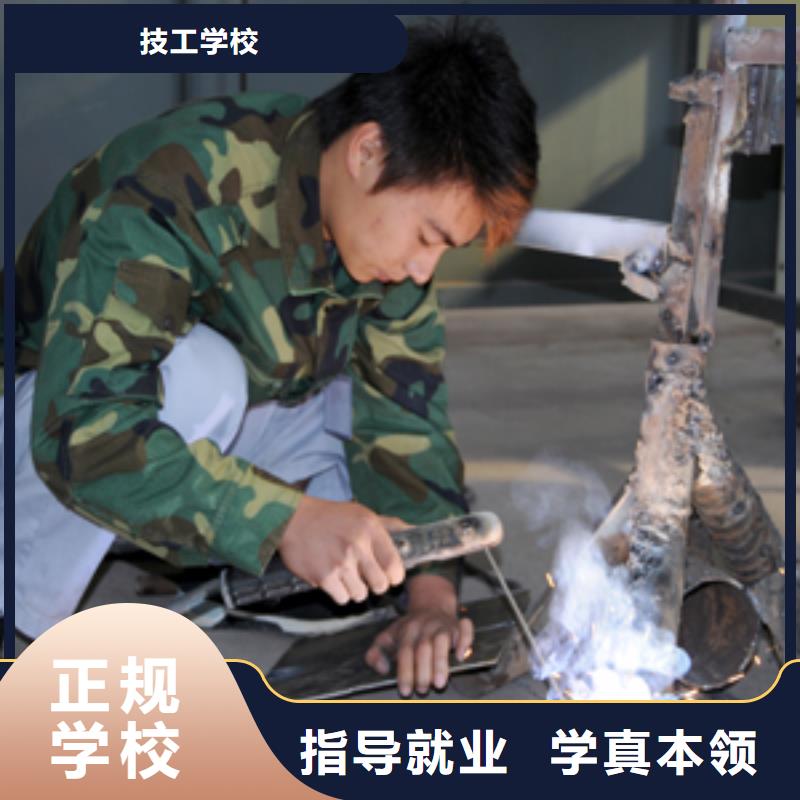
隨著人類對物質文明的進步,各種新興材料不斷發展,焊接技術已經成為一門獨立的學科技能,被廣泛的應用于石油化工、海洋工程、橋梁、船舶、機械制造業、汽車制造業、鍋爐熱動力管道、集裝箱、機車制造等行業被廣泛應用。工業經濟的飛速發展,致使高技能焊接人才缺口大,高技能焊工的薪水待遇達到9000元—15000元/月,成為名副其實的“金藍領”。
而傳統“學徒工”方式培育出來的焊接工人技術單一,無法滿足現時代發展的需要,高薪更無從談起。從行業發展和高薪就業要求角度出發,我校培養的學生具有焊接工藝與設備基礎知識及應用能力,能熟練操作常用焊接設備,掌握各種焊接方法和技術,從設備到工藝,從技術到規范,都能達到相當水平并能從事焊接技術管理工作。

現在正是初中剛剛畢業的時候,好多家長都在為孩子挑選學校,挑選專業,現在學校雖然很多,但誠的、教實用技術的學校太少了,有的只是簡單讓孩子們上上文化課,實踐只接觸一些皮毛知識,到了哪個單位也勝任不了,也就造成了畢業即失業!
在科學技術飛速發展的當今時代,焊接已經從一種傳統的熱加工技藝發展到了集材料、冶金、結構、力學、電子等多門類科學為一體的工程工藝學科。而且,隨著相關學科技術的發展和進步,不斷有新的知識融合在焊接之中。
剖析現代的焊接,我們不難發現其愈發顯現出的幾大特征: