

無縫鋼管的焊接加工工藝:焊接前加溫,焊后熱處理、淬火
1、加熱
無縫鋼管電弧焊接前,關鍵對無縫鋼管開展加溫,操縱溫度三十分鐘后逐漸焊接。
電弧焊接的加溫和虛似束溫淬火解決由控溫解決的溫控柜積極實際操作。選用遠紅外線追蹤熱處理設備板。智能型積極設定趨勢圖并紀錄趨勢圖,傳熱系數測量溫度。加溫時傳熱系數測量點間距焊接邊沿15mm-20毫米。
2、焊接方式
1.為了更好地避免 無縫鋼管的焊接形變,每一個柱連接頭由兩人對稱性焊接,焊接方位從正中間向兩側。焊接內對外開放(內對外開放時焊接貼近梁),操作過程從——層無縫鋼管第三層無縫鋼管道務必開展小規格型號,由于其電弧焊接嚴重危害焊接形變的關鍵緣故。電弧焊接一至三層后,應開展反刨。碳弧氣刨運用后,必須對焊接工業設備開展打磨拋光,對焊接表層開展滲氮整理,表明金屬光澤,避免 表層炭化造成裂痕。外孔焊接一次,其他內螺紋焊接一次。
2.電弧焊接=雙層無縫鋼管時,焊接方位應與層無縫鋼管反過來,以此類推。各層對接焊縫間距15-20毫米。
3.應維持幾臺悍機的焊接電流量、焊接速率和重合疊加層數。
4.在電弧焊接中,務必從引弧板逐漸焊接,并在引弧板上完畢焊接。電弧焊接后斷開、打磨拋光、清理。
3、經熱處理后
焊接電弧焊接后,應在12小時內開展淬火解決。如不可以馬上對無縫鋼管開展熱處理熱處理解決,應征求隔熱保溫緩和冷的提議。當開展淬火解決時,應測量2個傳熱系數的溫度,并在焊接兩邊焊接傳熱系數。

廠家實力
多年結構無縫鋼管行業經驗源頭工廠只為您提供更優質的產品

優選原材
結構無縫鋼管材料嚴格篩選確保品質出廠經過多層質檢

按需定制
結構無縫鋼管款式多樣一站式采購多年貼心售后
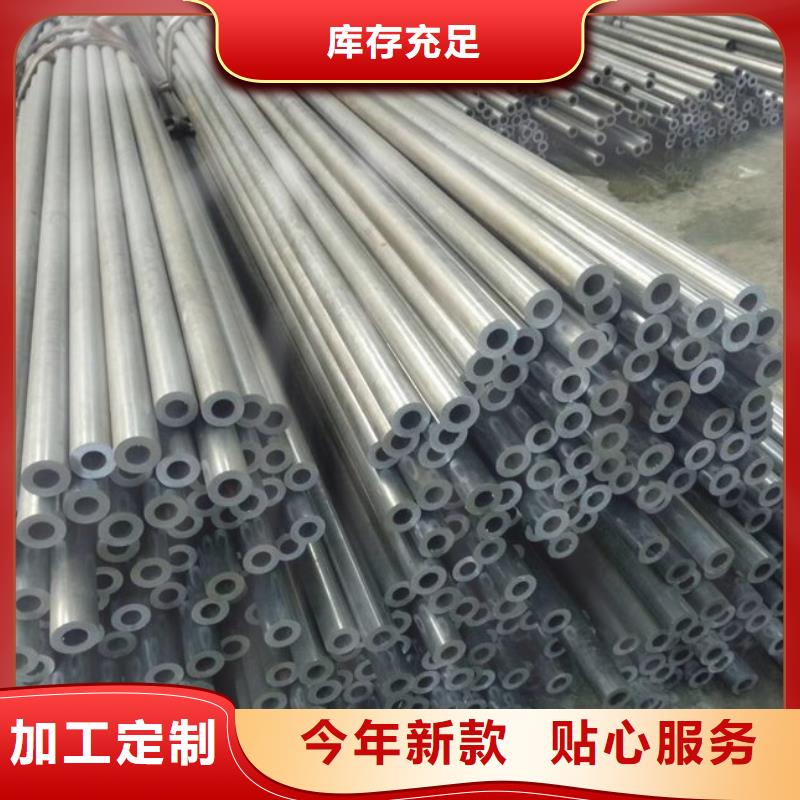
結構無縫鋼管的圖文介紹
做工細致技術成熟

金海金屬材料(興安市分公司)交通十分便利,地理位置好,是一家集研究、開發、生產和銷售 結構無縫鋼管為主的科研型企業。 我公司主要生產 結構無縫鋼管等高性能產品。金海金屬材料(興安市分公司) 結構無縫鋼管產品品種齊全,質量可靠,供貨及時,售后體系完善, 結構無縫鋼管產品已銷往我國三十多個省、市、自治區,并出口韓國、俄羅斯、日本、意大利等十幾個地區,深受用戶信賴。