


湖南省湘潭湖南省湘潭缸筒
<湘潭>九冶管業(yè)有限公司

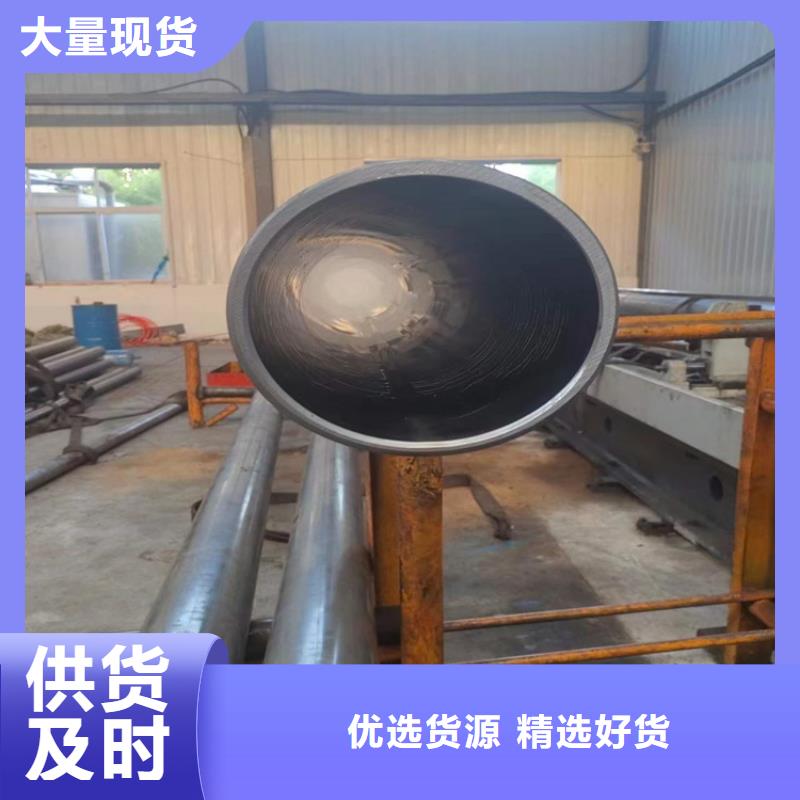
質(zhì)量是產(chǎn)品的前提,只有質(zhì)量好了,才是服務(wù)客戶的根本,所以,對(duì)液壓油缸管 表面的缺陷進(jìn)行完美的修復(fù),是我們對(duì)客戶的 承諾 45#絎磨管在淬火后加高溫回火是調(diào)質(zhì) 調(diào)質(zhì)處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調(diào)質(zhì)后的零件具有優(yōu)良的綜合機(jī)械性能.關(guān)于調(diào)制處理工藝的加溫時(shí)間保溫時(shí)間冷卻速度冷卻介質(zhì)等要看具體的材料具體零件的技術(shù)要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會(huì)產(chǎn)生效應(yīng)力和組織應(yīng)力。另外大型零件在機(jī)加工之后其內(nèi)部也易殘存應(yīng)力,所有這些內(nèi)應(yīng)力都必須。去應(yīng)力退火通常的加熱溫度為500~550℃保溫時(shí)間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內(nèi)應(yīng)力的90~95%,但鑄鐵組織不發(fā)生變化。若溫度超過550℃或保溫時(shí)間過長,反而會(huì)引起石墨化,使鑄件強(qiáng)度和硬度降低。

無論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。45#絎磨管表面熱處理具體定義 ,
<湘潭>九冶管業(yè)有限公司 湖南省湘潭湖南省湘潭缸筒