

為了讓您更地了解我們的【珩磨管】-不銹鋼缸筒廠家品控嚴格,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:【珩磨管】-不銹鋼缸筒廠家品控嚴格的圖文介紹


有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。



基于在 湖南湘潭研磨管市場上的優異表現,九冶管業有限公司得到了越來越多新老客戶的大力支持,公司將更加積j i主動的面向國內外新老客戶,通過技術創新不斷開發新的技術和 湖南湘潭研磨管產品,以高品質的產品和高素質的服務來確立我們的企業文化。


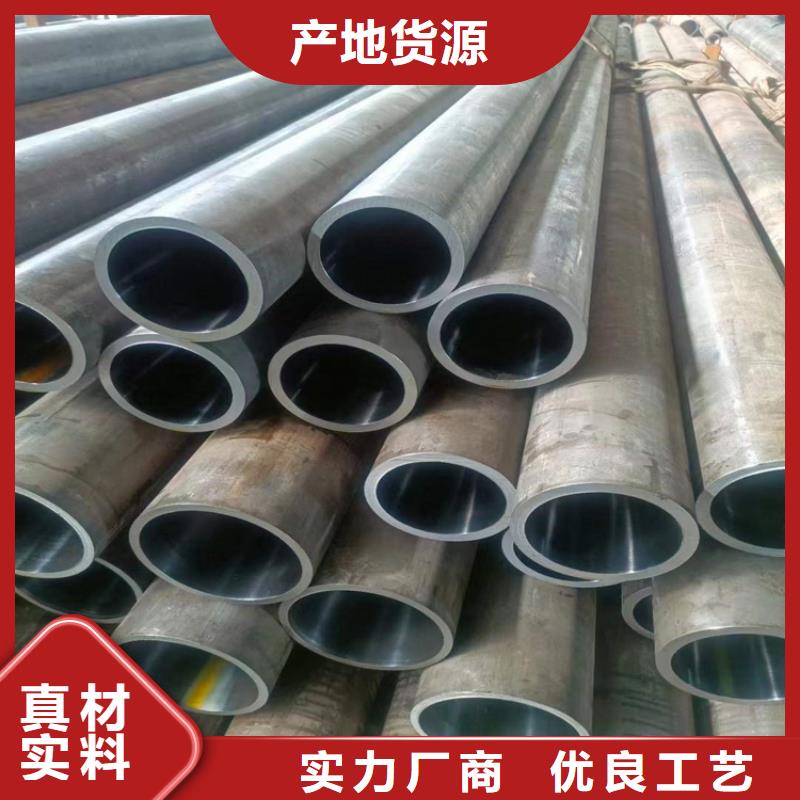
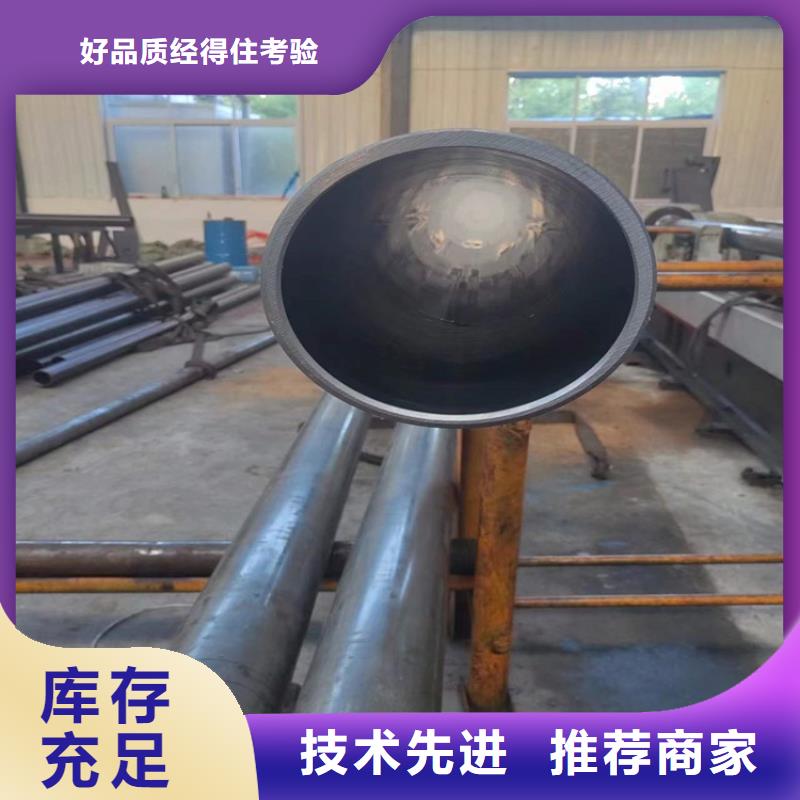
珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。



珩磨管是通過珩磨工藝制作成型的,在對管材進行珩磨的時候,砂條上的磨粒會以一定的壓力、較低的速度對工件表面進行磨削、擠壓和刮擦,使得砂條作旋轉運動和上下往復運動,這樣砂條上的磨粒就會在孔表面所形軌跡成為交叉而不重復的網紋。與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。



簡析珩磨管市場發展現狀隨著珩磨管的個性化需求,珩磨管生產廠家需要采用科學的設計方法,以達到用戶的需求。隨著競爭的日益激烈,鋼材市場的利潤空間越來越小,價格透明度越來越高。每個鋼管市場都有不同規格,并有超過1萬種型號。鋼管生產加工企業也有許多。產品包括管類鑄件、冷拔管、精整管、熱膨脹管、直縫焊管、珩磨管等。管徑從5毫米到1200毫米,也可為客戶定制不同口徑管材。珩磨管行業積推進技術進步、產品創新、節能減排,珩磨管行業的能耗和二氧化硫排放量下降。隨著大量產品的大量涌入,不銹鋼珩磨管市場已經出現了供過于求的現狀。價格持續走低。隨著市場的價格下跌,產業拓展的沖動正在逐漸停止。