

聯系我們

當前位置:
聊城 萬盛達鋼鐵有限公司 >襄陽當地行業新聞News
異型管方矩管好產品好服務
更新時間:2025-01-22 19:15:03 瀏覽次數:4 公司名稱:聊城 萬盛達鋼鐵有限公司
以下是:異型管方矩管好產品好服務的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議/米 |
| 發貨期限 | 1 |
| 供貨總量 | 9998 |
| 運費說明 | 電議 |
| 最小起訂 | 1 |
| 材質 | 異性管 |
| 產地 | 山東 |
| 品牌 | 萬盛達 |
以下是:異型管方矩管好產品好服務的圖文視頻


異型管方矩管好產品好服務,萬盛達鋼鐵有限公司為您提供異型管方矩管好產品好服務產品案例,聯系人:陳經理,電話:13814281222、13310655558,QQ:13310655558,發貨地:聊城經濟開發區發貨到湖北省 襄陽市 襄城縣、樊城區、襄州區、南漳縣、谷城縣、保康縣、老河口市、棗陽市、宜城市。 湖北省,襄陽市 襄陽位于長江支流漢江的中游,是鄂、豫、渝、陜毗鄰地區的中心城市。襄陽市的發展肇始于周宣王封仲山甫(樊穆仲)于此,從荊州牧劉表徙治襄陽始襄陽歷來為府、道、州、路、縣治所。襄陽市是歷史文化名城,是省域副中心城市、漢江流域中心城市、長江中游城市群成員之一,三線城市,國務院批復確定的湖北省新型工業基地和鄂西北中心城市。襄陽市是全國鐵路運輸網的重要樞紐,境內襄陽北站是全國前三、全省的鐵路貨運特等編組站,是華北、中南、西南車流集散的重要站點;襄陽東站是全國地級市中一次性建成規模的高鐵客運站,是“八縱八橫”高速鐵路網的超大型樞紐節點。
想要深入了解異型管方矩管好產品好服務產品的各項功能和特點?我們為您準備了精彩視頻,不容錯過!
以下是:異型管方矩管好產品好服務的圖文介紹
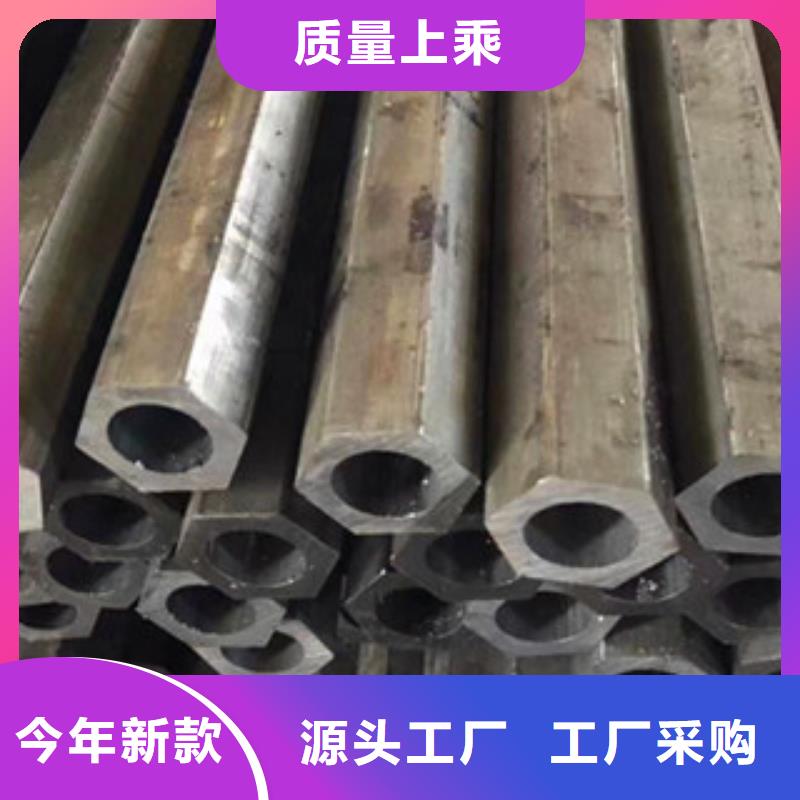
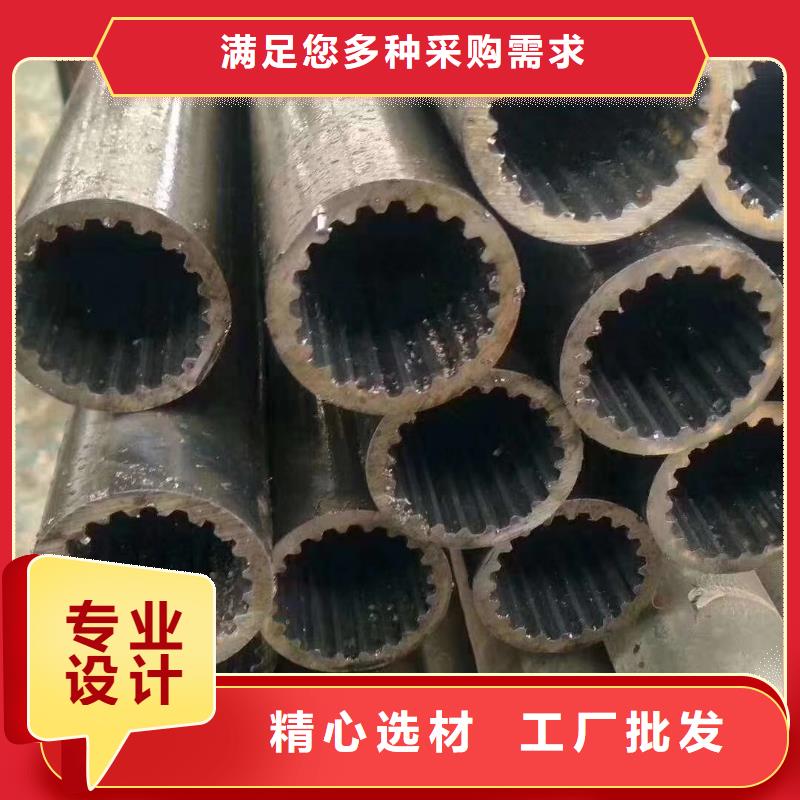
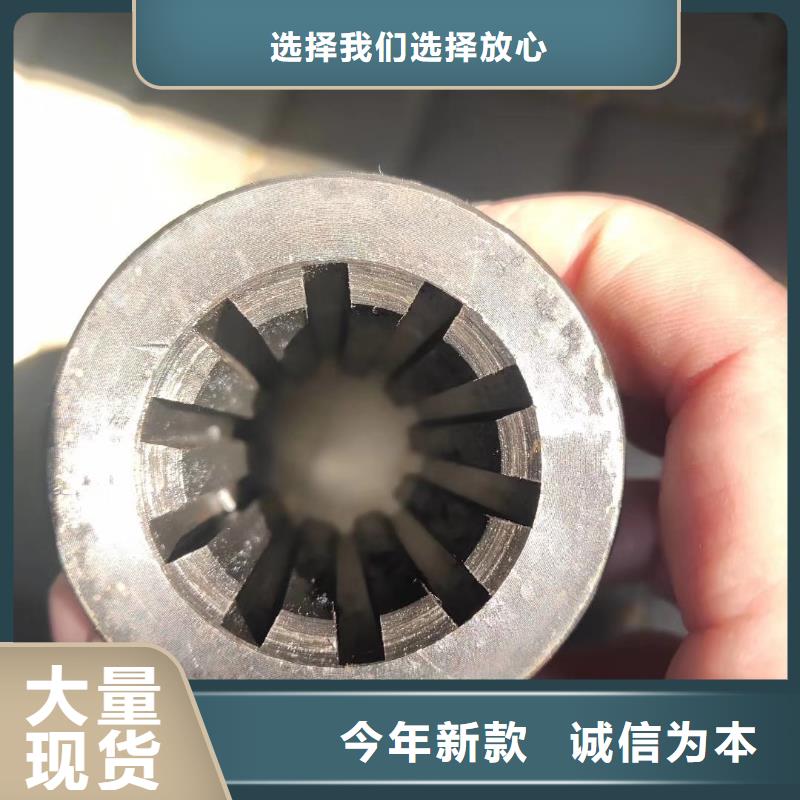
襄陽六角管生產制作經驗品質好放心選擇



襄陽六角管的詳細介紹
匠心制造高性價比

萬盛達鋼鐵有限公司座落于經濟開發區。地理位置優越,交通便利。我廠擁有精湛的加工設備,生產條件,檢測設備及良好的售后服務,建立并完善公司管理制度。本廠堅持質量保證、用戶保證、信譽保證的原則。產品服務全國個城市,并為我國工程配套,得到了廣大用戶的好評。本公司具有雄厚的經濟實力、科學的管理水平、先進的生產設備、精湛的技術隊伍、完善的工藝裝備、嚴格的檢測手段、及良好的售后服務。 公司信奉“誠信保證、質量保證、顧客保證”的經營理念。 公司奉行“誠信、敬業、開拓、創新”的企業精神,恪守“客戶的需求是我們不斷的追求”的經營理念,并致力于市場新品的開發。展望未來,在新世紀的中國,我們將一如既往,堅持、專注、創造、以勤奮和熱忱回報支持和信賴我們的廣大用戶。希望更多的業界精英與我們攜手并進,精誠合作,共創新世紀業界輝煌.企業宗旨:質量是生命,信譽是靈魂。

萬盛達鋼鐵有限公司
產品實拍圖片
從事襄陽六角管行業多年品質值得信賴


異型管焊縫氣孔的七點措施:焊縫氣孔不但影響異型管的焊縫致密性,并且還會成為腐化的誘發點,降低焊縫強度和韌性。焊縫產生氣孔的因素,主要包括焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及籠罩厚度,鋼板的外貌質量以及鋼板邊板處置處罰,焊接工藝及異型管成型工藝等。 要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。 影響異型管脫磷的十點因素:脫磷的有利條件是高堿度、氧化性強和流動性良好的爐渣,以及較低的溫度。而影響異型管脫磷的因素主要有以下十點:(一)增加爐渣中氧化鐵含量,可加速石灰的渣化和改善熔渣的流動性,有利于脫磷反應;(二)當爐渣堿度較高和氧化鐵含量較高時,都會使脫磷效果提高,但應指出爐渣堿度過高時,由于爐渣變稠,反而會使脫磷效果降低;(三)當爐渣中氧化鐵含量過多時,由于其對爐渣的“稀釋”作用,也會使脫磷效果降低;(四)鋼液中有較多的磷進入爐渣中,隨著爐溫升高,磷的分配比降低,即會發生反磷現象;(五)爐溫過低,不利于石灰的渣化,并影響熔渣流動性,也阻礙脫磷反應的進行;(六)當控制鋼液溫度在1550-1580℃,爐渣堿度R=3左右,其流動性良好時,磷的分配比高,脫磷效果顯著;(七)若原料中磷含量高,好是采用爐外脫磷處理;也可采用雙渣操作,或適當的加大渣量;(八)當前采用濺渣護爐技術,爐渣中MgO含量較高,要注意調整好熔渣流動性,否則對異型管脫磷也有影響;(九)脫磷是鋼-渣界面反應,因此具有良好流動性的熔渣,進行充分的熔池攪動,會加速脫磷反應,提高脫磷效率。(十)為了保證異型管鋼液的含磷量不超過規格要求,應將氧化期末含磷量作為扒除氧化渣開始還原的條件之一。一般規定,鋼液含磷量低一半以上,才可以扒除氧化渣進行還原。 圓變方異型管焊接工藝;控制焊接變形此矩形管由于其外形屬于細長桿類,因此焊接變形極難控制。焊接的主要變形有撓曲(正彎)、側彎、角變形及扭曲變形等。對于此矩形管而言,主要的變形是橫向收縮,使矩形斷面尺寸受到影響,每邊需縮進預留間隙90%左右;焊縫橫向收縮后,豎板兩端向內彎曲,使構件形成腰鼓狀;由于焊縫斷面大,輸入熱量多,必然引起較大的縱向收縮,使構件在長度方向形成撓曲變形;對因不合理焊接造成的扭曲變形,矯正十分困難,有時不得不割開重焊或整件報廢。 從焊接變形理論可知,影響焊接變形大小的主要因素是:焊縫尺寸越大,熔敷金屬越多,變形越大;焊縫尺寸相等時,焊縫熱輸入越大,造成的變形也越大;焊接大長焊縫時,分段比直通焊變形要小。 無縫異型管常見缺陷的檢測方法:無縫異型管制造過程中偶爾會遇到缺陷問題,如果是在表面,用視覺就能檢測到,但是如果問題出在里面又該怎么辦呢?常用的檢測方法一般來說有磁粉檢測或滲透檢測兩種。磁粉檢測或滲透檢測可有效的發現異型管表面裂紋、折疊、重皮、發紋、針孔等表面缺陷。對于鐵磁性材料、應優先采用磁粉檢測法,因其具有較高的檢測靈敏度;對于非鐵磁性材料,如不銹鋼異型管,則采用滲透檢測法。當兩端預留切除余量較少時,由于檢測裝置的結構原因,兩端頭有時得不到有效的檢測,而異型管端頭是有可能存在裂紋或其他缺陷的部位。如果端頭存在有潛在的裂紋傾向,安裝時的焊接熱影響也有可能使潛在的裂紋擴展。因此,也應注意對焊后異型管一定區域的檢測,及時發現鋼管端頭缺陷的擴展。對在線使用奧氏體異型管,當絕熱層損壞或可能有雨水滲進的部位,應注意進行滲透檢測,以發現應力腐蝕裂紋或點蝕等缺陷。但磁粉或滲透檢測只能對異型管外表面進行檢測,對內表面的缺陷則無能為力。對異型管內表面的檢測,特別是裂紋類缺陷的檢測,必須通過超聲波檢測來進行。



在湖北省襄陽市采買異型管方矩管好產品好服務到萬盛達鋼鐵有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:陳經理-13310655558,QQ:13310655558,地址:《經濟開發區》。