


廠家")
廠家")
廠家")
廠家")
廠家")
廠家")
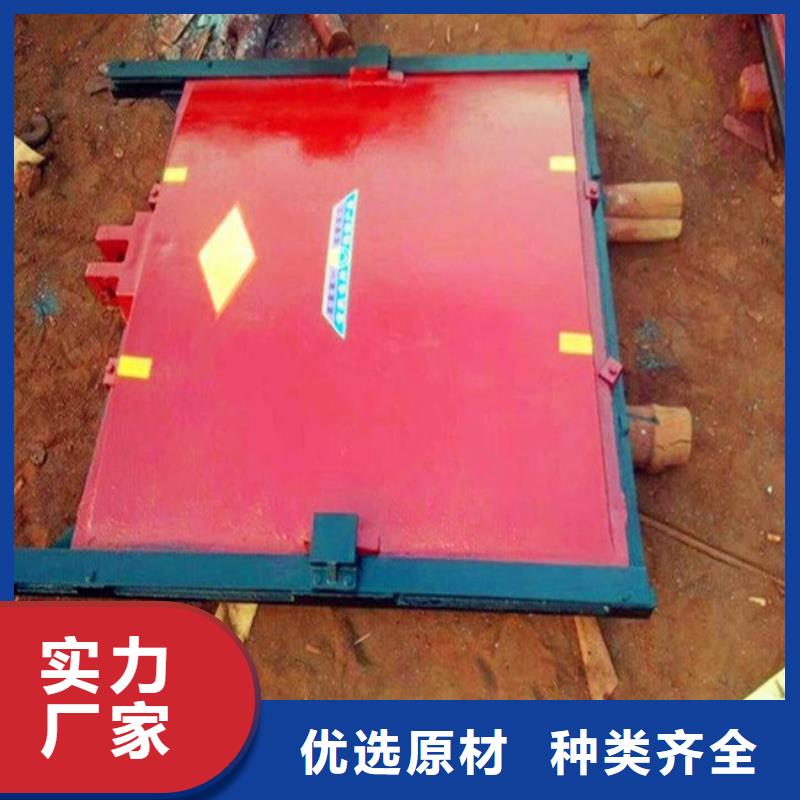
鑄鐵閘門由啟閉機(jī)帶動啟閉螺母轉(zhuǎn)動,在梯形螺紋作用下使絲桿帶動閘門門體上下運(yùn)行,達(dá)到截斷或疏通水流作用。
四、主要零部件材質(zhì)
·門體:HT200鑄鐵
·門框:HT200鑄鐵
·導(dǎo)軌:HT200鑄鐵
·楔座:HT200鑄鐵
·密封座:ZCuSn5Pb5Zn5錫青銅
·啟閉機(jī)支座:HT200鑄鐵
·傳動絲桿:碳鋼
·啟閉機(jī)護(hù)罩:不銹鋼
·推力螺母:球鐵
·桿導(dǎo)架:Q235-A碳鋼
·緊固件:不銹鋼
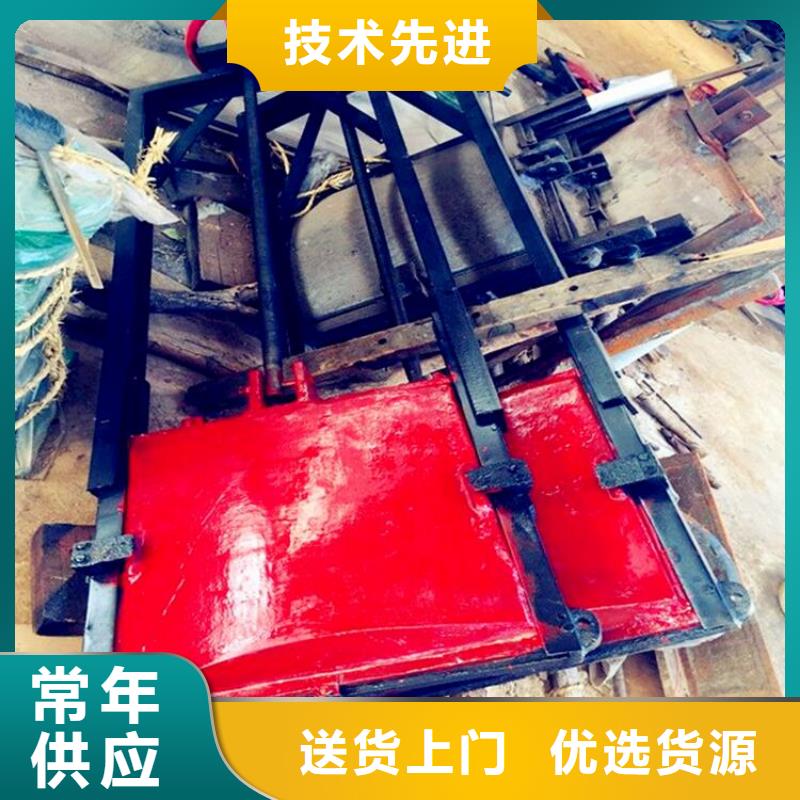
五、手電兩用啟閉機(jī)技術(shù)說明
啟閉機(jī)主要由電動頭、機(jī)座、護(hù)罩等部件組成。
手電兩用啟閉機(jī)采用普通開關(guān)型多轉(zhuǎn)式閥門專用電動裝置,配以啟閉螺母、承重軸承、支座、護(hù)罩而成。
廠家")
鑄鐵閘門漏水原因一般有哪些情況:
一般會因沖蝕、銹蝕和冬季結(jié)冰卡阻等問題影響閘門的正常運(yùn)用。對此業(yè)內(nèi)水利專家提出了以下幾點(diǎn)閘門堵漏方法,供有興趣的客戶參考。在工程實(shí)踐中,主要有三種方式的堵漏。
,爐渣堵漏的措施。 步要檢查閘門漏水情況,查清漏水量大小,位置,分析漏水原因以便對癥下藥。爐渣是煤燃燒后剩下的殘余物。爐渣堵漏原理是利用爐渣容重比水稍大,它就慢慢向水底沉落,沉到閘門漏水點(diǎn)附近時,由于漏點(diǎn)出現(xiàn)流速,壓強(qiáng)沿水流方向降低,在周圍高壓的作用的,爐渣順?biāo)鞅晃盏铰┧c(diǎn),堵到漏水的縫隙上。爐渣堵漏方法適用水封磨損,閘門發(fā)生小變形,水封不能封嚴(yán)以及閘門安裝偏差而造成的閘門漏水情況。這種漏水現(xiàn)象往往十分普遍,閘門漏水十之八九為此原因。這種原因造成的閘門漏水,其水量多不是十分巨大,適合用爐渣堵漏。
廠家")
污水口閘門:DN200-DN3000閘門材質(zhì):鑄鐵、碳鋼、不銹鋼等雨水口閘門:DN200*200-DN300*3000污泥處理設(shè)備種類:鋼閘門、鐵閘門、不銹鋼閘門加工定制:是處理污水量:1000臭氧用量:1000外形尺寸:可根據(jù)客戶要求定制空氣量:100驅(qū)動方式:手輪、氣動、電動、液動、電液動處理量:300出水管:300連接形式:附壁、法蘭等主體材料:鑄鐵、鑄鋼、不銹鋼等壓力環(huán)境:常壓所屬類型:平面弧形價格:面議顏色:按客戶定制質(zhì)量:優(yōu)螺桿長度:按客戶定制強(qiáng)度:強(qiáng)售后:免保一年、終生維護(hù)**:勞倫斯閥門ZMY鑄鐵鑲銅閘門概述:鑄鐵圓閘門由門框、閘板、導(dǎo)軌、密封條、啟閉機(jī)、絲桿、可調(diào)整密封機(jī)構(gòu)等部件組成,具有結(jié)構(gòu)簡單,密封性能好,**性強(qiáng),操作簡單,安裝方便,使用壽命長,規(guī)格齊全,適用性廣等特點(diǎn),客戶可根據(jù)需要選配手動啟閉機(jī)、手搖啟閉機(jī)、氣動啟閉機(jī)、液動啟閉機(jī)、電液動啟閉機(jī)或者手電兩用啟閉機(jī),實(shí)現(xiàn)現(xiàn)場操作或遠(yuǎn)距離集中控制,還可與微機(jī)聯(lián)動控制。螺旋閘門產(chǎn)品概述:螺旋閘門按外形分為方形螺旋閘門和圓形螺旋閘門兩種,是粉料、晶粒料、顆粒料及小塊物料的流量或輸送量的主要控制設(shè)備,廣泛使用在冶金、礦山、建材、糧食、化工的庫*、庫底及送料口等,是行業(yè)控制流量變化或迅速切斷。閘門分類:勞倫斯閥門生產(chǎn)閘門按用途可分為:鑄鐵鑲銅方閘門、鑄鐵鑲銅圓閘門、渠道閘門、鋼制閘門、附壁式閘門、疊梁閘門、棒條閘門、螺旋閘門等,產(chǎn)品廣泛應(yīng)用于污水處理、市政、電力、冶金、石化、制藥、環(huán)保、水利等領(lǐng)域,所有閘門質(zhì)保一年,質(zhì)量三包,放心采購,售后**。QZM渠道閘門主要特點(diǎn):QZM渠道閘門是勞倫斯閥門引進(jìn)國外**技術(shù)生產(chǎn)的閘門,材料采用**碳鋼或不銹鋼鋼板,橡膠軟密封,具有重量輕,操作靈活,防腐蝕,不生銹,安裝維修方便,密封可靠等特點(diǎn),廣泛應(yīng)用于自來水廠、污水廠、排灌、排澇、石油、化工、冶金、環(huán)保、電力、塘堰、河流等工程,作為截止、調(diào)節(jié)流量和控制水位之用。-/gbaihce/-廠家")
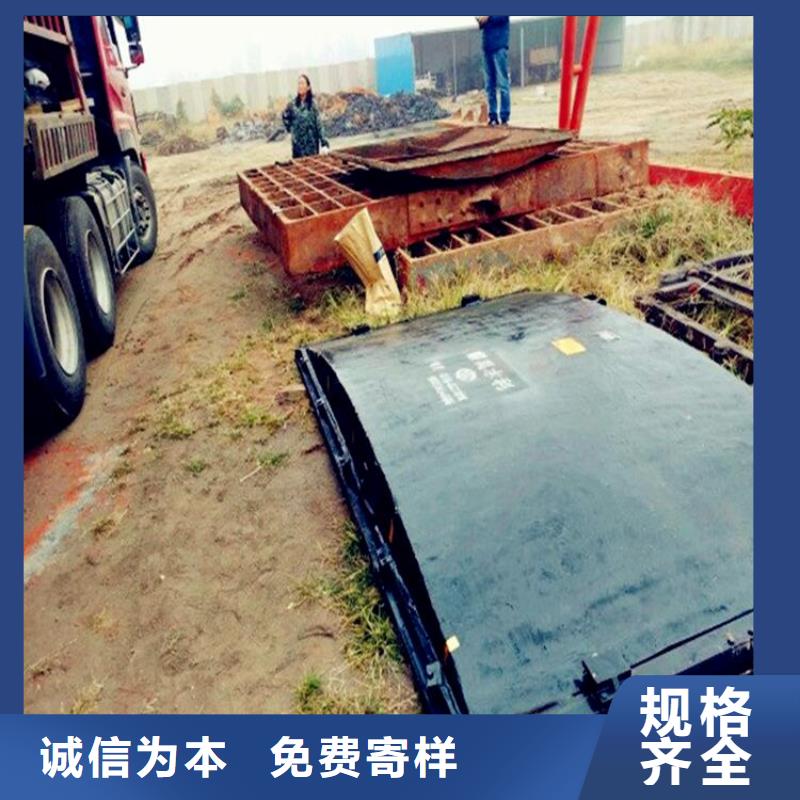
鑄鐵閘門防腐處理質(zhì)量檢查
鋼閘門防腐處理的每道工序完成后,必須進(jìn)行嚴(yán)格的質(zhì)量檢查,合格后方可進(jìn)行下一道工序的施工,檢查標(biāo)準(zhǔn)為設(shè)計要求或規(guī)范規(guī)定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達(dá)到Sa2.5級,可用對比照片檢查;表面粗糙度數(shù)值達(dá)到40-70μm,用專用量具或樣塊檢測。
涂層遍數(shù)與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應(yīng)有一定重疊量,兩遍噴涂噴束應(yīng)垂直交叉覆蓋。
3.6邊角位置及拼接焊縫處的噴涂
為保證閘門邊角位置的噴涂質(zhì)量,在每層噴涂之前應(yīng)先將這些位置噴涂兩遍,然后對閘門噴涂。
閘門拼接位置必須在施工現(xiàn)場或安裝就位后進(jìn)行焊接,所以應(yīng)在焊縫處各側(cè)50mm范圍內(nèi)涂裝焊接時不對焊縫質(zhì)量產(chǎn)生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區(qū)進(jìn)行二次除銹與噴涂。
廠家")