


想要探索數控等離子切割機_金屬光纖激光切割機廠家大量現貨的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:陜西西安數控等離子切割機_金屬光纖激光切割機廠家大量現貨的圖文介紹
華宇誠數控科技(西安市分公司)是集生產,加工,銷售為一體的民營企業。公司主要生產銷售 大功率激光切割機等各大行業。公司秉承技術先進,客戶至上,誠實守信的核心價值觀。生產,優異品質,保護環境是我們的承諾。我們將用優良技術和精益求精的工作作風竭誠為廣大新老用戶提供質優的產品,優良的服務。高品質的服務理念締造未來,誠信、創新企業文化。自信、自律,自立、自強:為客戶提供高質量和大價值的專業化產品和服務,以真誠和實力贏得客戶的理解、尊重和支持。員工:信任員工的努力和奉獻,承認員工的成就并提供相應回報,為員工創造良好的工作環境和發展前景。市場:為客戶降低采購成本和風險,為客戶投資提供切實保障。發展:追求永續發展的目標,并把它建立在客戶滿意的基礎上。


數控等離子切割機切割速度對切割質量不同
數控切割機和等離子電源結合起來就稱為數控等離子切割機,用等離子切割容易產生破口,產生破口的原因有很多種,通常等離子數控切割機的 切割速度范圍可按照設備說明選定或用試驗來確定,但是由于待切割工件的厚薄度,材質不同,熔點高低,熱導率大小以及熔化后的表面張力等因素,所以等離子數控切割機的切割速度也有相應的變化。其主要表現為以下幾點:
1、等離子數控切割機在切割速度適度地提高能改善切口質量時,即切口略有變窄,切口表面更平整,同時可減小變形。
2、等離子數控切割機在切割速度過快時使得切割的線能量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質量下降。
3、當等離子數控切割機在切割速度太低時,由于切割處是等離子弧的陽極,為了維持電弧自身的穩定,陽極斑點或陽極區必然要在離電弧近的切縫附近找到傳導電流地方,同時會向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過多而形成圓角。
4、當等離子數控切割機在切割速度極低時,由于切口過寬,電弧甚至會熄滅。由此可見,良好的切割質量與切割速度是分不開的。



數控等離子切割機與激光切割機的比較
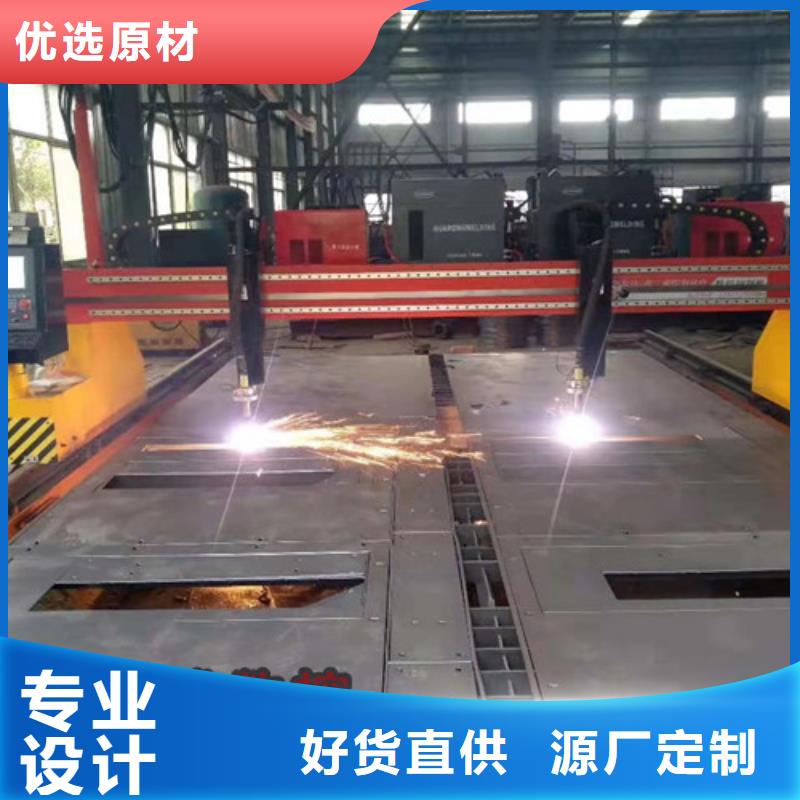
數控等離子切割機是一種新型的熱切割設備,它的工作原理是以壓縮空氣為工作氣體,以高溫高速的等離子弧為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走、形成狹窄切縫。
等離子切割機可用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割,不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單,而且具有顯著的節能效果。等離子切割機適用于各種機械、金屬結構的制造、安裝和維修,作中、薄板材的切斷、開孔、挖補、開坡口等切割加工。
激光切割是利用高功率密度的激光束掃描過材料表面,在極短時間內將材料加熱到幾千至上萬攝氏度,使材料熔化或氣化,再用高壓氣體將熔化或氣化物質從切縫中吹走,達到切割材料的目的。
激光切割,由于是用不可見的光束代替了傳統的機械刀,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;激光切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。
就切割精度而言,等離子能達到1mm以內,激光能達到0.2mm以內;在成本上等離子切割機相對于激光切割機來說要便宜的多,在加工精度上等離子切割相對于激光切割一個是粗加工,一個是精細加工!
等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
等離子切割發展到現在,等離子切割機可采用的工作氣體(工作氣體是等離子弧的導電介質,等離子切割機又是攜熱體,同時還要排除切口中的熔融金屬)對等離子弧的切割特性以及切割質量、速度都有明顯的影響。常用的等離子弧工作氣體有氬、氫、氮、氧、空氣、水蒸氣以及某些混合氣體。
等離子切割機廣泛運用于汽車、機車、壓力容器、化工機械、核工業、通用機械、工程機械、鋼結構等各行各業!



在數控等離子切割機過程中,存在穿孔切割和邊緣切割的說法,這兩者之間到底有啥區別呢?兩者之間的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區別?
穿孔切割和邊緣切割的區別,顧名思義,在數控等離子切割機過程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機從鋼板的邊緣開始切割,然后再按照引入線進入圖形切割。在實際生產過程中,尤其是配件加工作業。多數使用的是穿孔切割方法。
大家了解數控等離子切割機的參數后發現,一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數控等離子切割機設備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達到幾千度,當在穿孔作業中,由于溫度擴散面減少近一半,所以對割嘴的溫度影響很大。
等離子切割機在實際應用中,25mm厚的板材就很難實現穿孔切割了,由于不能快速穿透鋼板,導致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!


數控等離子切割機電弧功率數控等離子切割機為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長的孔道長度并加強了冷卻效果,這樣可以使得噴嘴有效斷面內通過的電流增加,即電弧的功率密度加大。但同時壓縮也使得電弧的功率損失加大,因此,實際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會更大,在進行切割工藝參數設計或切割成本的經濟核算時應該考慮這個問題。在工業中使用的金屬板厚大多是在50mm以下,在這個厚度范圍內用常規的等離子弧切割往往會形成上大下小的割口,而且割口的上邊緣還會導致切口尺寸精度下降并增加后續加工量。當采用氧和氮氣等離子弧切割碳鋼、鋁和不銹鋼時,當板厚在10~25mm范圍內時,通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認為,這種現象的產生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個力量釋放的不平衡,與很多工藝參數密切相關,如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長,形成更為均勻的高溫區域,同時加大射流的速度,可以減小切口上下的寬度差。然而,常規噴嘴的過度壓縮往往會引起雙弧現象,雙弧不但會損耗電極和噴嘴,使切割過程無法進行,而且也會導致切口質量的下降。另外,過大的切割速度和過大的噴嘴高度都會引起切口上下寬度差的增加。(以上內容摘自國內百科網)


