

產品視頻展示,助您洞悉直縫管-螺旋鋼管用心制造產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
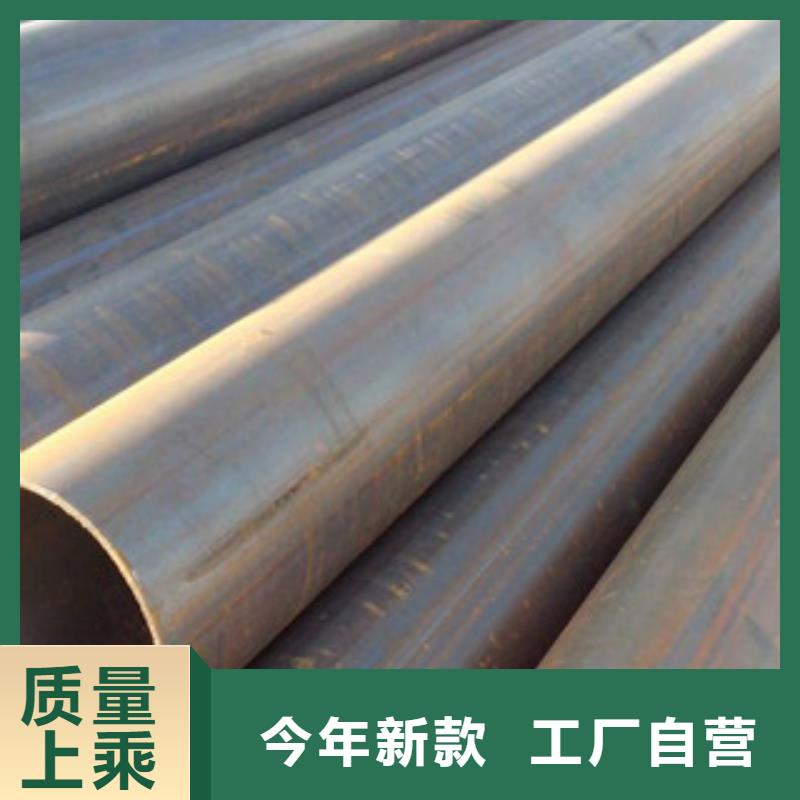
以下是:直縫管-螺旋鋼管用心制造的圖文介紹

你們的信任就是給我們的動力,我們的宗旨是合作共贏,達到雙方的滿意,為您做獨到的 福建廈門20G無縫鋼管,感謝大家對我們的支持,為您制作好的 福建廈門20G無縫鋼管產品是我們不懈的動力,多謝大家在百忙之中能夠看到我們鋼興鋼管 有限公司的信息,只要您一個電話,我們會與您溝通,和以實惠的 福建廈門20G無縫鋼管價格回報您們的信任,我們歷經多年發展,在 福建廈門20G無縫鋼管行業已有良好知名度。


直縫焊管生產工藝相對簡單,主要生產工藝有高頻焊直縫鋼管和埋弧焊直縫鋼管,直縫管生產效率高,成本低,發展較快。 螺旋焊管的強度一般比直縫焊管高,主要生產工藝是埋弧焊,螺旋鋼管能用同樣寬度的坯料生產管徑不同的焊管,還可以用較窄的坯料生產管徑較大的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 在業內生產較大口徑直縫鋼管時會使用丁字焊技術,即將一段段短的直縫鋼管再進行對接,接成符合工程需要的長度,丁字焊直縫鋼管缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。



影響大直徑直縫埋弧焊管全長機械擴徑質量的因素有很多,其中與擴徑成型質量直接相關的關鍵因素有擴徑率、軸向重疊量、扇形塊的數目和邊緣圓角、扇形塊與鋼管內壁間的摩擦與潤滑、鋼管的形狀誤差、擴脹速度以及擴徑機的矯直設置等。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。



直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續成型為管狀,然后用電阻加熱或感應加熱使帶鋼邊緣部位處于熔融狀態,在壓力的作用下將接縫焊合而得到鋼管。它能生產的產品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續塑性彎曲而成管筒狀,是一種應用廣泛、優質的中、小口徑電焊管成型方法。自然成型法:自然成型法也叫排輥成型法(CFE),該成型法的特點是在成型過程中,沿縱向在管坯的邊緣外側配置了軋輥群,以控制邊緣延伸。同時軋輥群又從外側來束縛管坯的邊緣,將邊緣延伸作為壓縮變形的形式來吸收,使帶鋼的成形過程接近于自然彎曲形狀的成型法。因此它是一種既能防止邊緣延伸,又能吸收邊緣延伸的成型法,適用于成型中口徑薄壁管(D>400mm)。
