





久鑫不銹鋼有限公司專業經營 福建廈門304不銹鋼管20余年。公司理念:用心經營,讓生活更美好。在售主營商品有: 福建廈門304不銹鋼管。 歡迎全國各地朋友洽談合作,全國各地支持廠家直發,節約了大量的運輸成本,真正實現了互利共贏,量大物流免費送貨上門。


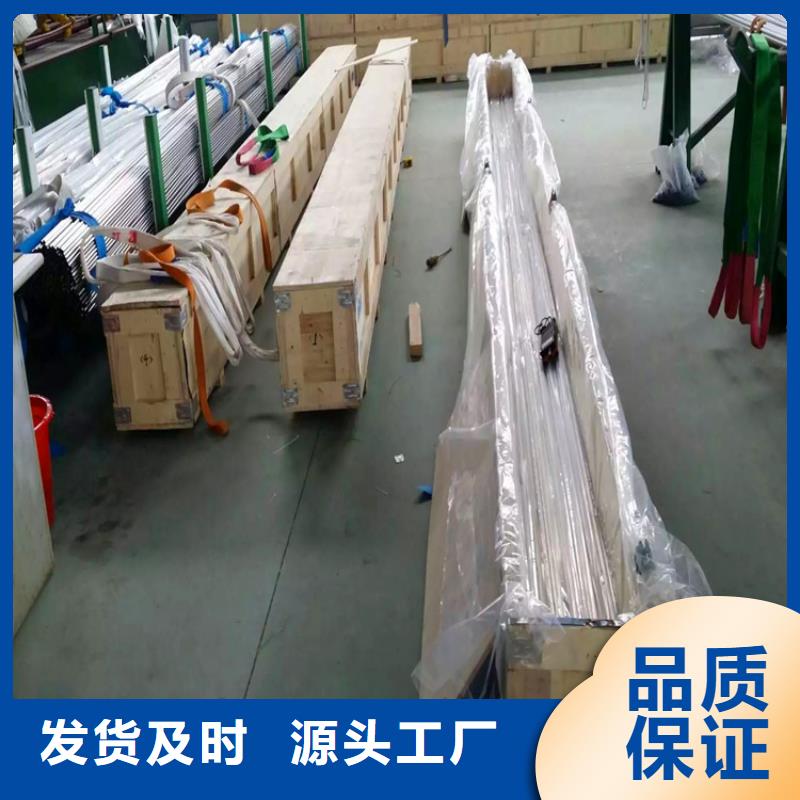
衛生級不銹鋼管主要應用于食品,飲料,酒類,生物工程等生產設備及流水線。
主要是針對不銹鋼管的表面光潔度,禁油度以及鈍化層進行要求;
1.表面光潔度:針對鋼管的內外表面進行拋光處理,使得鋼管表面呈亮面;也就是我們常說的鏡面。主要是防止管內走的流體物質在管內形成掛壁,時間長了容易污染而且形成管內堵塞。
2.鈍化層:拋光完成后需將鋼管放入鈍化池進行浸泡,用酸性鈍化液將鋼管表面氧化形成鈍化層,以達到鋼管的抗腐蝕效果。
3.禁油度:鈍化完成后進行禁油清洗,將鋼管表面的油污等去除。完成后需用油脂分析儀進行檢驗。主要防止管壁本身的油污污染到管內走的流體物質。
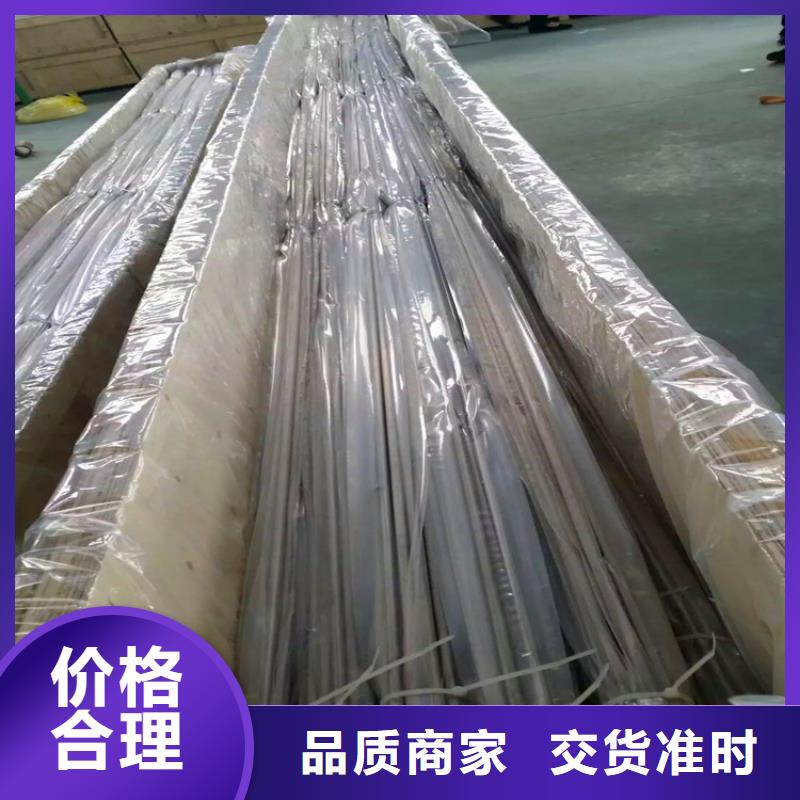
衛生級不銹鋼管內外表面(特別如電解拋光、機械拋光后)具有良好的鈍化層,耐腐蝕能力較強。內外表面光潔度高,介質粘附很少有利于耐腐蝕。管內表面光潔度高液體介質滯留越少,有利于沖洗,特別在制藥行業。
1、管內表面電解拋光(電化學拋光):電解拋光液是磷酸、硫酸、鉻酐、明膠、重鉻酸鉀等。不銹鋼管內表面在陽極上,拋光液在和內流動通以低電壓大電流而進行電解拋光處理。這時管內表面同時進行著兩個相互矛盾的過程,即金屬表面鈍化層(含稠性粘膜)生成與溶解。由于表面觀的凸起部分和凹進部分成膜進入鈍化的條件是不同的,又由于陽極溶解。由于表面觀凸起部分和凹進部分成膜進入鈍 化的條件是不同的,又由于陽極溶解,陽極區金屬鹽濃度不斷增加,在表面形成一種高電阻的稠性粘膜。該膜在凹凸處厚度不同導致陽極表面電流密度大,尖端放電溶解速度快,在短時間內達到削平突出的觀部分的目的,能達到很高的光潔度Ra≤0.2-0.4μm。并在這種作用下,管內表增加了鉻含量,增加了金屬表面鈍化層的耐腐蝕能力。 如何掌握拋光的質量要與電解液配方、濃度、溫度、通電時間、電流密度、電極狀況、管表面處理程度等有關。技術掌握不好反而會破壞管表面光潔度,電解程度過大會出現更多更大的凹凸面,甚至條管報廢,真正制作好質量需要一定技術,費用成本較高。
2、管內表面機械拋光:有旋轉與直線拋光。這里以旋轉機械拋光為例:機械拋光設備較為簡單,動力與拋光盤、高級拋光設備較為簡單,動力與拋光盤、高級拋光蠟。采用逐級細砂粒作的布盤與布盤在管內外表面上來回多次多道進行拋光處理,光潔度能達到Ra≤0.2-0.4μm。 機械拋光與電解拋光相比較具有設備簡單、技術含量低容易掌握,費用成本也低,不會破壞管而造成報廢,因此廣泛地應用。但表面印化層耐腐蝕能力電解拋光要好的多。
衛生級不銹鋼管應用在制藥、食品、啤酒、飲用水、生物工程、化學工程、空氣凈化、航空、核工業等國民經濟建設多領域多行業上廣泛地應用,每年有大量的進口。這里介紹本廠生產衛生級不銹鋼管的工藝與設備、管的性能與質量。此管屬于國內精密水平已廣泛應用,并出口國外。


潔凈不銹鋼管道焊接施工質量控制
現場潔凈管道的焊接施工檢查控制,嚴格參照本控制要項執行,并參照規范及工藝標準的相關規定,確保潔凈管道的焊接施工質量符合設計要求。公司承建的制藥類項目工程都需要經過GMP驗證,尤以核心系統的潔凈工藝管道的焊接施工控制,對于工程實施的過程質量、過程記錄和酸洗鈍化要求都很嚴格,需要我們在項目上加強檢查和管理,需要我們加強對現場施工過程的檢查和過程資料要及時規范的檢查。
1.焊工應經相關勞動部門培訓合格,并持有特種作業操作證。有必要時,焊工應提供相應 的潔凈管道自動焊接培訓的證明材料。
2. 施工開始前專業工程師負責提交各相關施工方案,并在各工序作業前分工序做專業技術 交底。提交的方案包括:潔凈管道施工方案、潔凈管道焊接程序、內窺鏡檢測程序、潔凈管道試壓方案、酸洗鈍化方案,工序前沒有完成方案和交底的不得開工。
3. 依據設計要求和該項工藝的專業要求,對所有參加該專項潔凈管道施工的全部人員進行 專項質量培訓,明確作業要求,明確正確做法。
4. 要求施工單位的專業工、機具配備齊全。除常規配套工機具(如GF切割鋸、鎢棒打磨機、 對口夾具、潔凈充氣管等)以外,如下關鍵專業工機具必須到場: 1〞以下平口機、1〞以上平口機、合金鋼銼刀或不銹鋼銼刀、扭力扳手(拆裝隔膜閥使用)、內窺鏡、潔凈分氣缸、專用管刀、電源穩壓器等。
5. 潔凈管道的材料放置和管道的預制,項目上必須設置符合要求的專用潔凈房間。(不銹鋼 超純氣體管道的焊接時,潔凈房間內要配裝FFU空氣過濾裝置)
6. 焊接氣體的確認,潔凈管道焊接氣體須使用99.9996%以上的高純氬氣,供應方要提供檢 測報告和合格證,并經過實際焊接試驗來驗證氣體的純度。通過觀察焊縫的內表面確認氣體純度是否符合要求,內壁焊縫和熱影響區不變色為保護效果。
7. 全自動氬弧焊機的焊接樣件確認,每種規格的管子都要在正式焊縫焊接前預先做出合格 的焊接樣件,確定各焊接參數。正式焊縫的焊接時,每種規格的管子都要做開焊樣件、收焊樣件的確認,并且一定要將各樣件的焊接參數在自動焊機上打印出來,對應焊件留存。
8. 在自動焊接不能進行焊接的焊縫,可選擇焊工實施手工焊接。手工焊工在上崗作業 前要通過技能考核,做焊接樣件確認,內外壁焊縫的成型和內壁焊縫保護效果是檢查重點。經過技能測試合格的焊工,項目部統一配發塑封的現場焊接資格卡。未經資格確認不得擅自進行焊接作業(質量人員在工序檢查持卡情況,發現無卡操作現象,對施工隊和操作者予以懲罰,項目部質量獎懲細則中明確此條款)。
9. 重點進行過程檢查。對進場人員的質量培訓、技能考核、焊接樣件確認等,絕不流于形 式,更不以培代檢,不以考代檢。加強過程中的作業操作檢查和成品檢查,杜絕過程操作不符合潔凈管道的施工要求和成品焊縫不及樣件甚至不合格的現象發生。必須按照方案和工序技術交底的要求在施工過程中嚴格檢查。
10. 過程的主要檢查項:切割組對操作手法是否規范、管口及時封堵、焊接過程操作是否有 潔凈意識、焊接時的氣體充刷、焊縫成型外觀、及時內窺鏡檢測、各種及時記錄等的檢查。(不銹鋼超純氣體管道的焊接時,管路在現場開始裝配焊接開始后,就持續不間斷保護充氣充刷,停止焊接作業時至少要保持管內保護氣體在正壓狀態)
11. 預制焊縫、現場焊縫都要按照檢測比例要求,及時進行內窺鏡檢測,而不是后只為完 成比例。
12. 因制藥項目要做GMP驗證的需要,焊接施工過程的記錄資料要及時如實建立,當工程現 場的管理方有特殊要求時,按照其特殊要求執行。
13. 不盡之處,參照相關標準要求和專業工藝要求。


