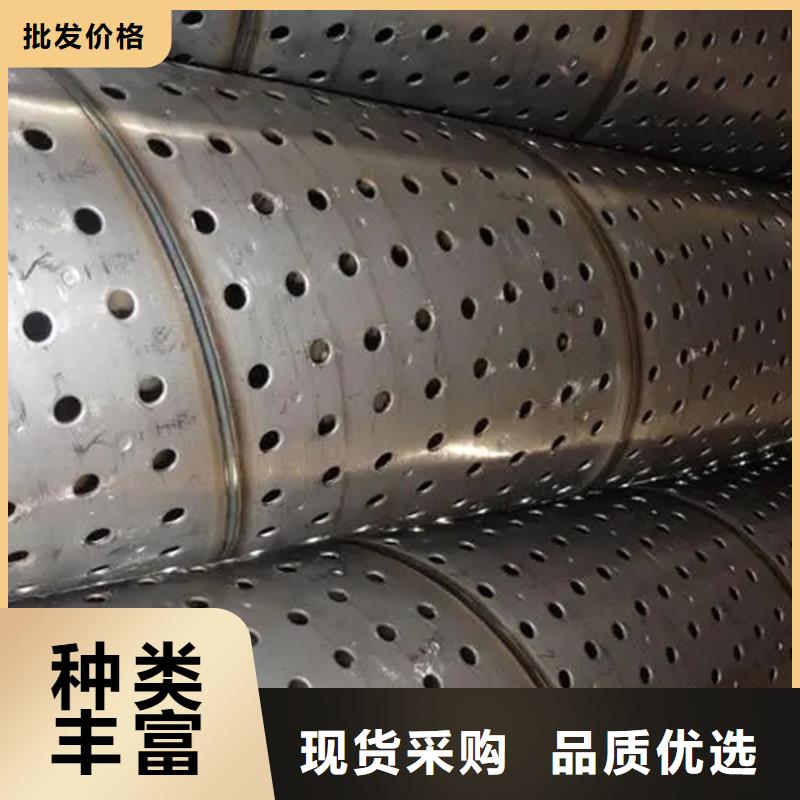


不要滿足于簡單的文字描述,點擊我們的螺旋管【型材廠】現貨實拍產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。
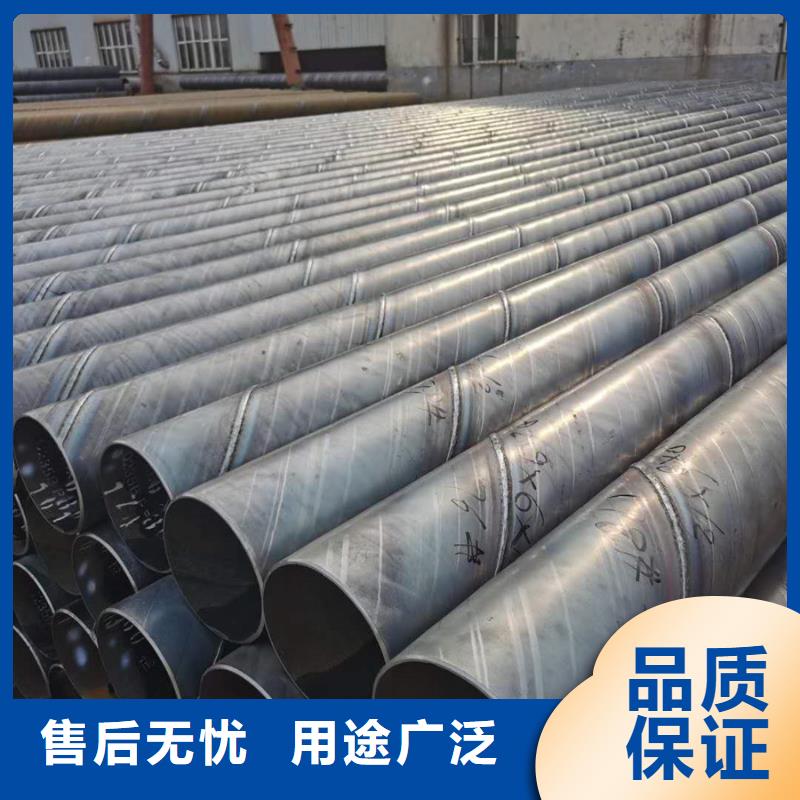
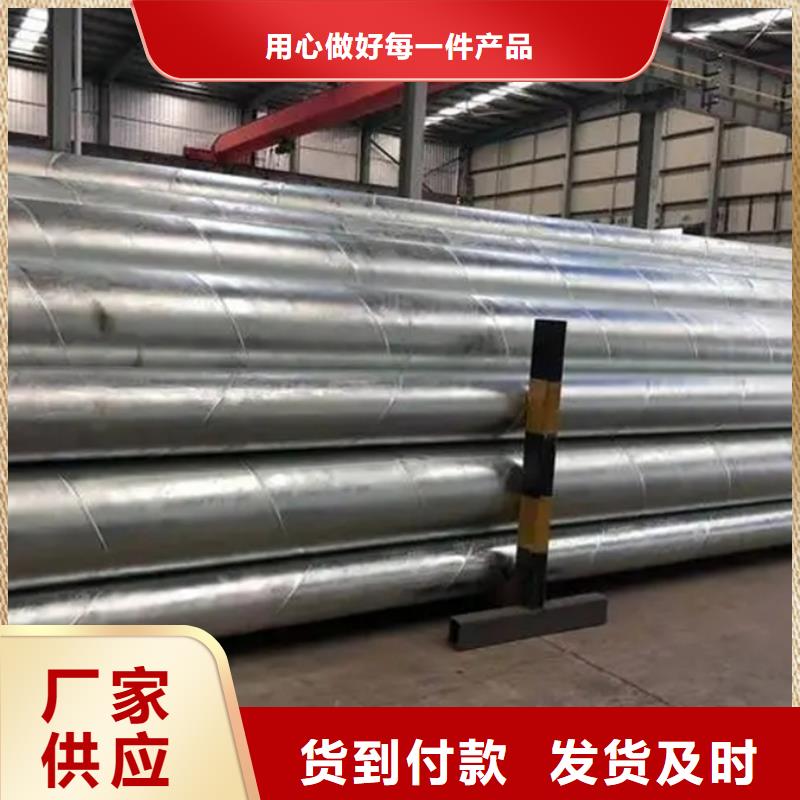
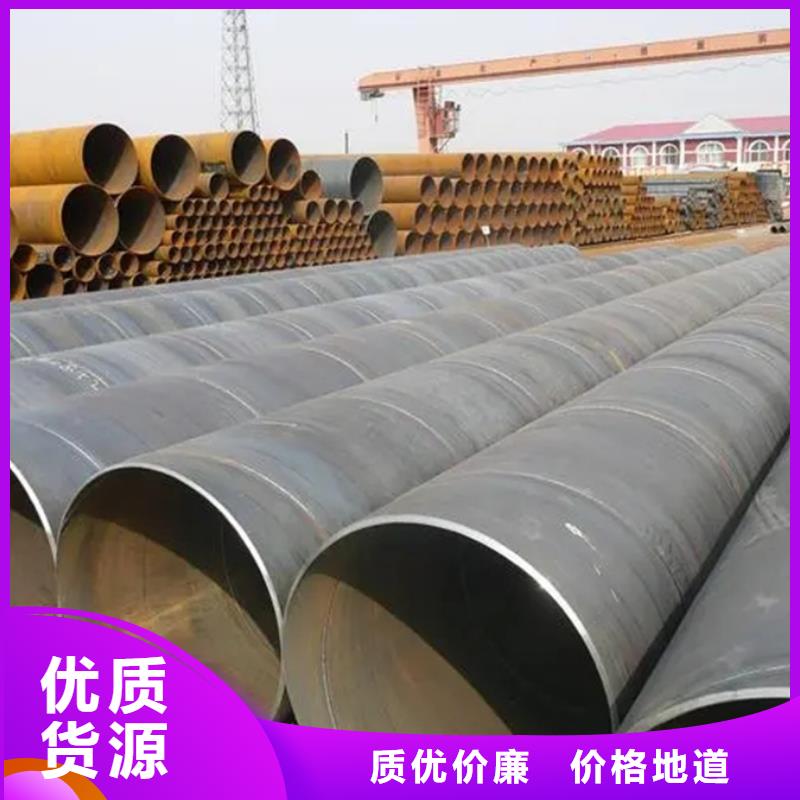
以下是:螺旋管【型材廠】現貨實拍的圖文介紹

二. 福建廈門防腐螺旋管沖壓成形 沖壓成形螺旋鋼管彎頭是早應用于批量生產無縫彎頭的成形工藝,目前,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。產品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。在沖壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內模的支撐作用使彎頭成形。 與熱推工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態,沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。 沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。 冷擠壓彎頭的成形過程是使用專用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。


4.福建廈門螺旋管整個生產線的所有設備都具有與計算機數據采集系統聯網的功能,以實現數據的實時傳輸,生產過程中的技術參數由中央控制室控制。 5.福建廈門螺旋管原料是盤管、導線和熔劑。進入前必須經過嚴格的物理和化學檢驗。 6.福建廈門螺旋管剝去鋼頭尾對接接頭,采用單絲或雙絲埋弧焊,卷成鋼管后,自動進行埋弧焊修復焊接。 7.福建廈門螺旋管成形前,將帶鋼調平,修整,刨平,表面清潔,運輸和預彎曲。 8.福建廈門螺旋管用電接觸壓力計控制輸送機兩側的壓力,以確保鋼帶的順利運輸。 9.福建廈門螺旋管采用外部控制或內部控制輥形。 10.福建廈門螺旋管采用焊接控制裝置,確保焊縫滿足焊接要求,嚴格控制管道直徑、位錯和焊縫。 11.福建廈門螺旋管為了獲得穩定的焊接質量,美國的林肯焊機采用單絲或雙絲埋弧焊進行內焊和外焊。



常用的兩種帶頸法蘭形式 a)福建廈門16mn螺旋管插入對接形式 b)福建廈門16mn螺旋管直接對接形式8.6.3.2法蘭選型國內的帶頸法蘭主要有對焊螺旋焊管和平焊兩種形式。帶頸對焊法蘭僅有一條環向焊縫,工作量相對較小,其焊縫等級要求高但焊縫質量可檢測,只要工藝措施控制得當,質量容易得到保證 福建廈門16mn螺旋管帶頸平焊法蘭有兩條角焊縫,工作量相對較大,其焊縫等級要求低但焊縫質量檢測困難,焊縫質量難以控制,而且兩條角焊縫離開較遠,實際受力不均勻。此外,平焊法蘭與鋼管的連接方式是鋼管插入法蘭頸內,這容易在鋼管外壁與法蘭頸內壁之間產生一定的間隙,如果角焊縫存在砂眼、夾渣等法蘭酸洗時。

蘇滬金屬制品有限公司本著“誠實做人,踏實經營”的企業經營宗旨,堅持“以人為本,顧客至上”的企業經營理念,提倡“誠信、團結、敬業、奮斗”的企業精神文化,努力不懈地為廣大群眾提供優質的 福建廈門09CuPCrNiA角鋼產品與真誠、專業的服務,深受廣大消費者的青睞。

