更新時間:2025-01-27 22:12:14 瀏覽次數:5 公司名稱:聊城 鵬瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 88/米 |
| 發貨期限 | 1天內 |
| 供貨總量 | 999999 |
| 運費說明 | 電議最低 |
| 最小起訂 | 1支 |
| 質量等級 | 合格品 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品重量 | 噸 |
| 產品顏色 | 黑色等 |
| 質保時間 | 1年 |
| 適用領域 | 市政工地供水排水等 |
| 是否進口 | 否 |
| 質量認證 | 國標 |



梧州澳門球墨鑄鐵管誠信立足
 <梧州>鵬瑞管業有限公司
<梧州>鵬瑞管業有限公司
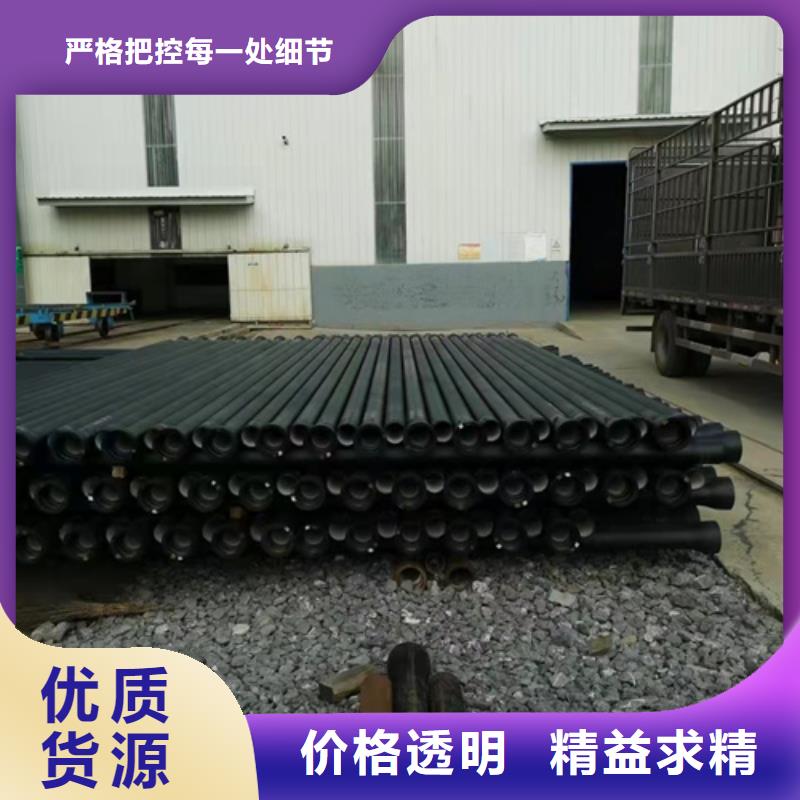
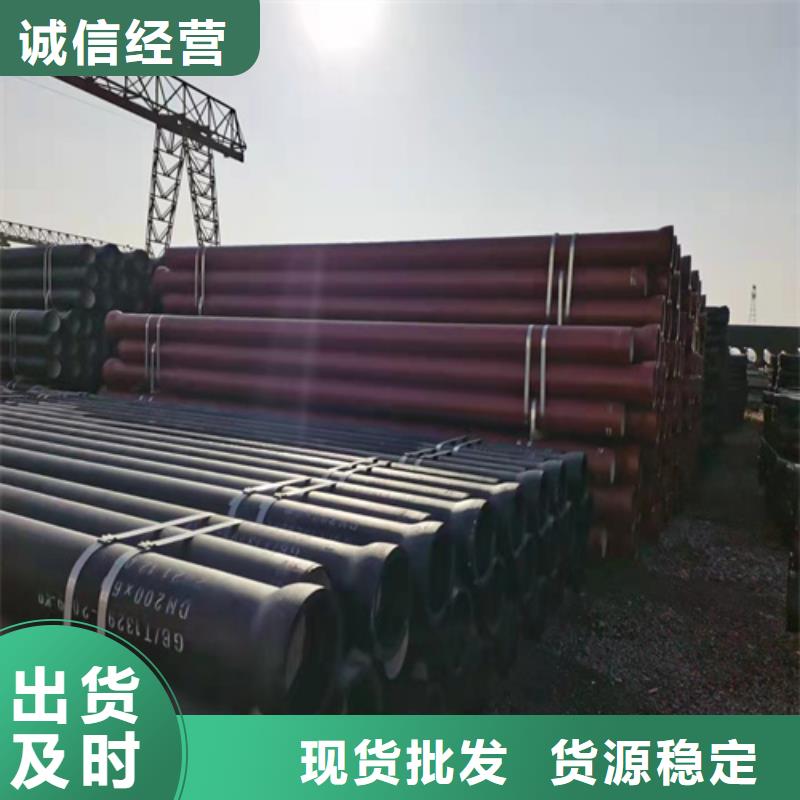
球墨鑄鐵管他還具有抗外壓性,可以降低管床于保護層制作要求,球墨鑄鐵管使管道鋪內設既經濟是又可靠;另外,外噴鋅、噴瀝的青漆、內襯水泥等發措施保證了鑄管內、外抗腐蝕性。我公司的噴鋅質量,每平方米的管道的小噴鋅量為130g,瀝青漆的厚度是不低于70μm,水泥砂漿內襯質量符合里ISO4179的規定,保證砂漿堅固密室、光滑、附著力強。 我司球墨鑄鐵管標準產品技術標準本公司所以產的球墨鑄鐵管采用水冷金屬型離心澆注工藝,按照ISO2531標準生產的K9級、T型承插式發接口管道。1、外防腐 噴鋅整條管材外表面作噴鋅防腐處理——執行ISO8179標準噴鋅量大于130克/平方米。 防腐漆在管材外表面作噴鋅防腐處理的基礎上再噴防腐漆——執行ISO8179標準防腐漆厚度大于70um,采用高氯化樹脂漆。2、球墨鑄鐵管管材內表面是涂覆水泥沙才漿襯里—執行ISO4179標準,采用水就洗沙、高抗硫水發泥為原料。 3、接口用密封膠圈所采人用的材料為耐疲勞強度極高的天然頭發橡膠——執行ISO4633或GB13295標準。

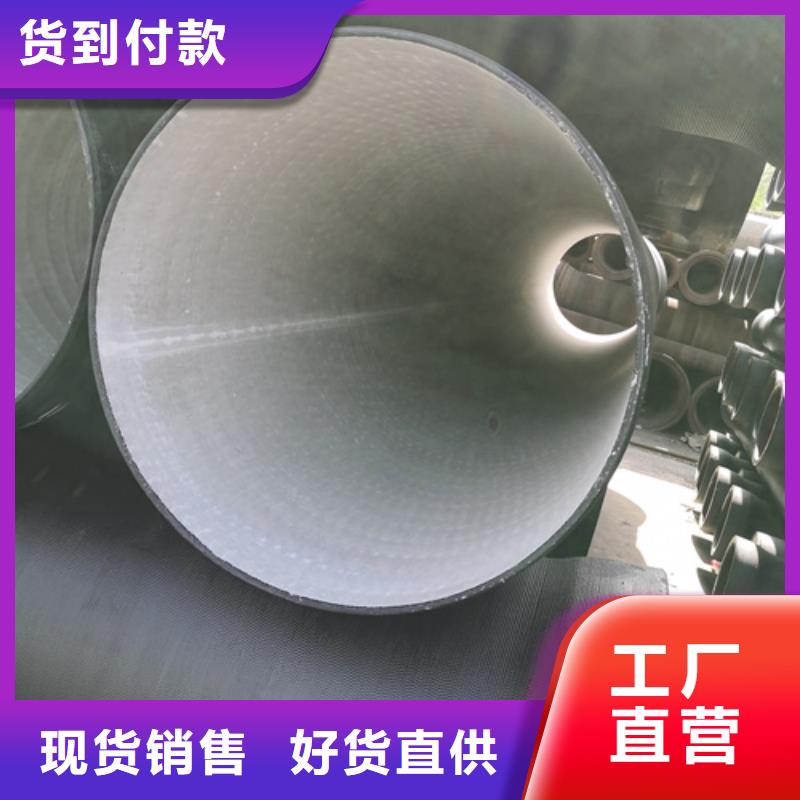
球墨鑄鐵管件母體端部設有承接寬口或法蘭盤,其特征在于:管件母體的內壁設有厚度為1500—2400微米的聚氯乙烯或聚乙烯內襯涂層,聚氯乙烯或聚乙烯內襯涂層對應承接寬口的一端位于承接寬口的內邊界處,或法蘭盤外側面也設有聚氯乙烯或聚乙烯內襯涂層且與管件母體內壁的內襯涂層連續過渡。用于與CN7U公開的球墨鑄鐵管配套使用,符合飲用水標準,內襯層不易脫落,保證與管材的密封效果,增強耐腐蝕性和抗沖擊性,提高安裝效率。 1、由于球墨鑄鐵管件母體內壁設有厚度為1500—2400微米的聚氯乙烯或聚乙烯內襯涂層,則與CN7U公開的球墨鑄鐵管配合,實現管路內表面光潔度高,管路內徑空間放大,在同等用水量的基礎上降低鋪設管徑,實現投入成本的降低,同時有效的解決了傳統球墨鑄鐵管管件不易附著襯層、養生時間過長且受地域環境影響的問題,克服了附著力不強、襯層易脫落及襯層脫落造成管線及計量表的堵塞的缺陷。 2、為了適應管件的結構和使用環境,內襯涂層厚度設為1500—2400微米,超過了CN7U公開的球墨鑄鐵管件內聚氯乙烯或聚乙烯內襯涂層的厚度,以此增強了管件的耐腐蝕性和抗沖擊性。 3、由于內襯涂層對應承接寬口的一端位于承接寬口的內邊界處,留出了承接寬口內放置密封膠圈的空間,保證了管件連接的密封性。 4、由于法蘭盤外側面也設有聚氯乙烯或聚乙烯內襯涂層且與球墨鑄鐵管件母體內壁的內襯涂層連續過渡,替代了在法蘭管件連接過程中在其側面放置的密封墊,在保證了密封效果的情況下,簡化了安裝步驟,節省了安裝時間,同時聚氯乙烯或聚乙烯內襯涂層的耐腐蝕性能加強了密封效果,達到了雙層保護的目的。
<梧州>鵬瑞管業有限公司
氣密性檢測是球墨鑄鐵管生產和使用過程中必不可少的工序,是保證產品質量,生產的重要工序氣體泄漏的檢測包括有毒氣體的泄漏檢測、可燃氣體的泄漏檢測以及氣密性檢測。前兩者多半可以通過化學傳感器的方法來進行檢測 通常是在元件或系統使用過程中進行檢測。如果有合適的傳感器 其方法相對簡單。本文中介紹的氣密性檢測 一般是在元件或系統制造過程中進行檢測,通常需要定量檢測 而且要求快速、大量地在生產現場進行。青島球墨鑄鐵管道采用180度素砼壁護。氣密性檢測需要在鑄鐵管上覆土,如果出現滲漏,又需要將土清理,破素砼等繁瑣工作,這樣不可避免的要影響工程進度,在常見的項目實施方法中,我們一般采取以下方式進行球墨鑄鐵管的氣密性檢查:氣密性檢測的常用方法有氣泡法,涂抹法,化學氣體示蹤檢漏法,壓力變化法,流量法,超聲波法等等。傳統的檢測泄漏方法多采用氣泡法和涂抹法。氣泡法是將工件浸入水中,充入壓縮空氣,然后在一定時間內收集從中泄漏出來的氣泡以測出泄漏量。涂抹法是在內部充有一定氣壓的工件表面涂抹肥皂水一類的易產生氣泡的液體,觀察產生氣泡的情況以檢測泄漏量的大小。這兩種方法操作簡單,能直接觀察到泄漏的部位和泄漏情況,但由于事先不知道工件泄漏的部位和幾處泄漏,難以收集全氣泡,影響測量的準確性;其次,對于體積大、笨重、外表面復雜的零件,氣泡附著于零件底部和褶皺處而不易觀察;測試完后需要對工件進行清掃干燥處理,無法實現自動、定量測漏。