



更新時間:2025-01-10 13:49:06 瀏覽次數:2 公司名稱: 聚宜興金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 1 |
| 發貨期限 | 5-7天 |
| 供貨總量 | 10000 |
| 運費說明 | 來電洽談 |
| 最小起訂 | 1 |
| 質量等級 | 優等 |
| 是否廠家 | 是 |
| 產品材質 | Q235 |
| 產品品牌 | 聚宜興 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 可售賣地 | 全國各地 |
| 產品重量 | 過磅 |
| 產品顏色 | 灰色 藍色 綠色 黑色 白色 |
| 適用領域 | 橋梁 景觀 河道 市政 校園 鄉村道路 郊區 |
| 是否進口 | 否否 |
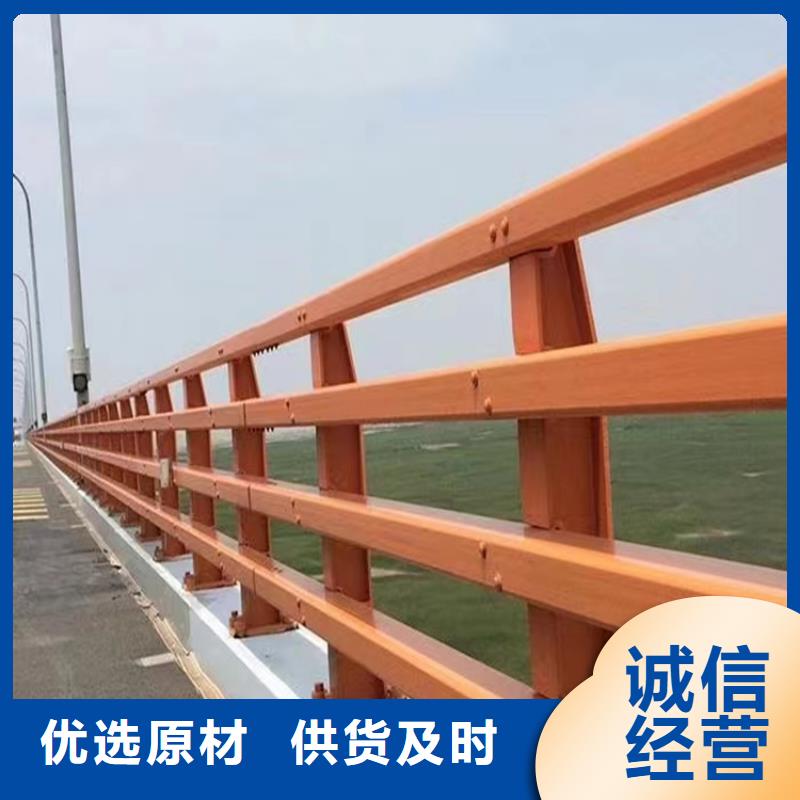





梧州熱鍍鋅橋梁護欄,防撞護欄施工方案一、工程概況:京津高速公路東段五標,道路工程起止樁號K15+373~K18+194。全長2821m。本段內共有橋梁2座,即K15+673和北環鐵路跨線橋,共計1701.1m。按上、下行兩橋設計,橋面凈寬各11.75m,橋梁全寬27.5m,其布置為0.5m(護欄),11.75m(車行道),1.0m(護欄),1.0m(中央分隔帶),1.0m(護欄),11.75m(車行道),0.5m(護欄)。上下行橋中央分隔帶處,采用加強型波形梁護欄,橋梁外側,采用防撞墻。每跨波形護欄的地袱,在墩位處及搭板與橋臺背墻間設置1cm的真縫,防撞護欄除在墩位處,每間隔5m設置1cm真縫。縫內嵌1cm木合板,外圍涂彩色高彈水泥與混凝土顏色一致。施工工藝流程:測量定位放線→鋼筋綁扎→埋件安裝→模板支設→混凝土澆筑→混凝土養護→鋼護欄安裝
梧州熱鍍鋅橋梁護欄的話是20℃~30℃。1、有鉛不銹鋼復合管護欄焊接作業: 烙鐵溫度: 250~270℃: 不耐高溫組件如太陽能晶振SMDLED小PVC線等組件 270~320℃: 其它一般組件。2、無鉛不銹鋼復合管護欄焊接作業: 不銹鋼復合管護欄焊接類別 不銹鋼復合管護欄焊接溫度(℃) 不銹鋼復合管護欄焊接時間(S) 例舉/備注 太陽能 250~270℃ ≤3秒 采用OK恒溫SP-200專用不銹鋼復合管護欄焊接 溫度敏感電子組件 260~280℃ ≤3秒 晶震LED陶瓷電容…..等 CHIP型電子元器件 260~280℃ ≤3秒 CHIP型電容電阻二極管….等 耐高溫電子元器件 320~350℃ ≤3秒 傳統型二極管三極體晶體管電解電容等 PVC線/PVC排線 290~400℃ ≤2秒 PVC線/PVC排線 五金焊件 360~400℃ ≤4秒 電池極片電源線彈簧….等 排線 360~400℃ ≤4秒 排線.
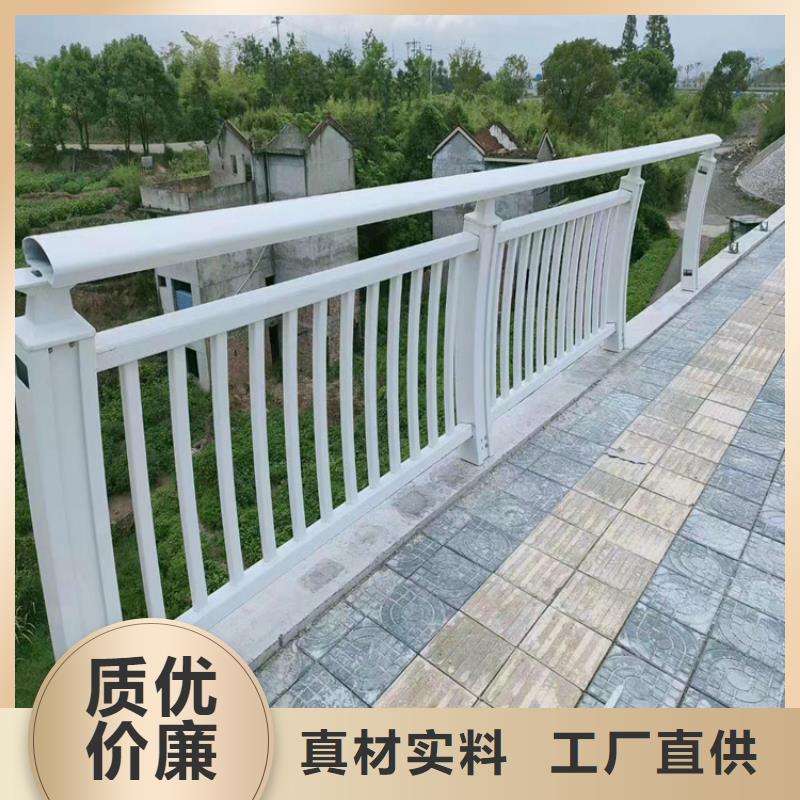
梧州熱鍍鋅橋梁護欄2。1??制作:規格尺寸正確表面光滑線條順直曲線面弧順,楞角方正,無戧槎、刨痕、錘印等缺陷。
4.2.2??安裝:位置正確割角線準確、整齊,接縫嚴密、坡度一致,粘結牢固、通順,螺帽平正,出墻尺寸一致。
4。2。3??塑料扶手應無劈裂。
4。3??允許偏差項目,見表9—49.
樓梯扶手安裝允許偏差? ?? ?? ?? ?? ?? ? 表9-49項次
項? ? 目
允許偏差 (mm)
檢??查??方??法
1
欄桿(板)垂直
2
吊線尺量檢查
2
欄桿間距
3
尺量檢查
3
扶手縱向彎曲
4
拉通線尺量檢查
4
彎頭與扶手規格
3
尺量檢查成品保護:
5.1??安裝扶手時,應保護樓梯欄桿、樓梯踏步和操作范圍內己施工完的項目。
5。2??木扶手安裝完畢后,宜刷一道底漆,朋應加包裹,以免撞擊損壞和受潮變色。
5。3??塑料扶手安裝后應及時包裹保護。
應注意的質量問題:
6.1??粘接對縫不嚴或開裂:木扶手主要是因為扶手料安裝時含水率高安裝后于縮所致.扶手料進場后,應存放在庫內保持通風干燥嚴禁在受潮情況下安裝.
6。2??接槎不平:主要是扶手底部開槽深度不一致,欄桿扁鋼或固定件不平正,影響扶手接槎的平順質量.
6。3??顏色不均勻:主要是選料不當所致.
6.4??螺帽不平:主要是鉆眼角度不當,施工時鉆眼方向應與扁鐵或固定件垂直。
質量記錄;
本工藝標準應具備以下質量記錄:
7。1??木扶手用料應有木材等級和烘干試驗資料.
7.2??塑料扶手應有符合產品技術指標的合格證.
7.3??安裝質量檢驗評定資料。
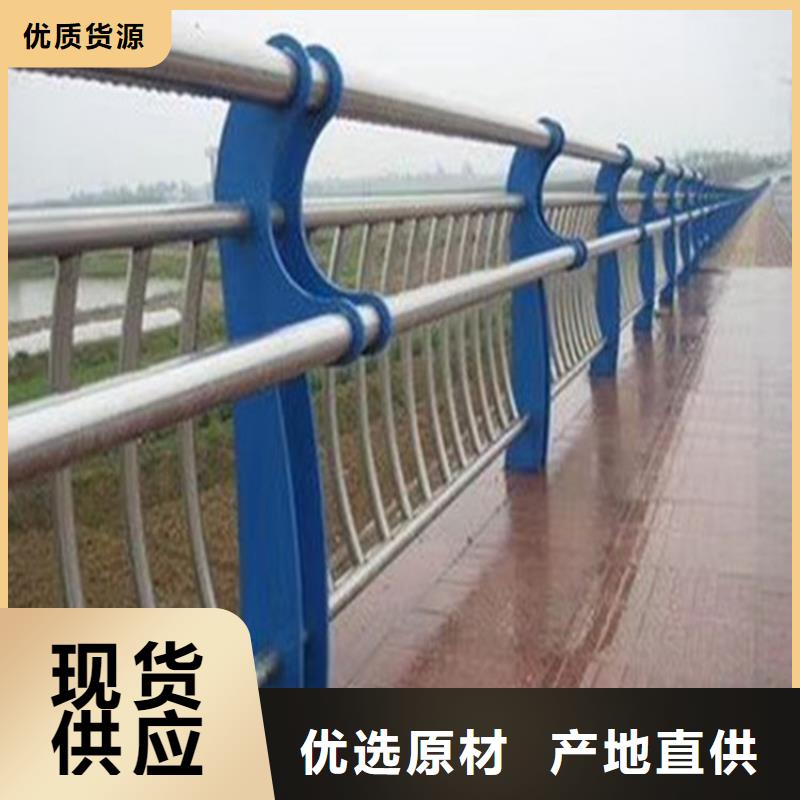
梧州熱鍍鋅橋梁護欄不銹鋼欄桿施工方法
一、施工準備
1、材料及主要機具:
⑴、不銹鋼管:按設計要求選用,必須有質量證明書。
⑵、不銹鋼焊條或焊絲:其型號按設計要求選用,必須有質量證明書。
⑶、主要機具:氬弧電焊機、切割砂輪機、沖擊電鉆、角磨機、不銹鋼絲細毛刷、小錘等。
2、作業條件
⑴、熟悉圖紙,做不銹鋼欄桿施工工藝技術交底.
⑵、原有的鐵管欄桿已拆除,護欄小方磚鑲貼已經施工完畢。
⑶、施工前應檢查電焊工合格證有效期限,應證明焊工所能承擔的焊接工作。
⑷、現場供電應符合焊接用電要求。
⑸、施工環境已能滿足不銹鋼欄桿施工的須要.
二、操作工藝
1、工藝流程
施工準備→放樣→下料→焊接安裝→打磨→焊縫檢查→拋光。
2、主要施工方法:
⑴、施工前應先進行現場放樣并計算出各種桿件的長度。
⑵、按照各種桿件的長度準確進行下料,其構件下料長度允許偏差為1mm.
⑶、選擇合適的焊接工藝,焊條直徑,焊接電流,焊接速度等,通過焊接工藝試驗驗證。
⑷、脫脂去污處理:焊前檢查坡口、組裝間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。