


操作:鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態,容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節鋼筋籠較重時,骨架中間加焊1、2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,無錫鋼筋籠繞筋機可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
<無錫>建貿機械設備有限公司 無錫鋼筋籠地滾機信息-河南建貿機械

h)分離固定盤 向前移動加工完成的鋼筋籠,使鋼筋籠和固定盤完全分離;
i)松筋 松開固定主筋和移動盤的螺栓;
i)分離移動盤 移動加工好的鋼筋籠,使鋼筋籠和移動盤完全分離;
k)卸籠 把加工好的鋼筋籠移離支撐架,并把鋼筋籠墊高覆蓋;
l)降下支撐架 降下支撐架使其歸位;
m)移動盤歸位 移動盤歸位,準備生產下一節鋼筋籠。
鋼筋籠的安裝;鋼筋籠繞筋機鋼筋籠制作完后堆放在平整的地方以防變形;在運輸過程中也應采取措施保證其不變形不扭曲;必要時應加固處理, 鋼筋籠在孔內立焊時,應符合焊接標準。
 <無錫>建貿機械設備有限公司
<無錫>建貿機械設備有限公司

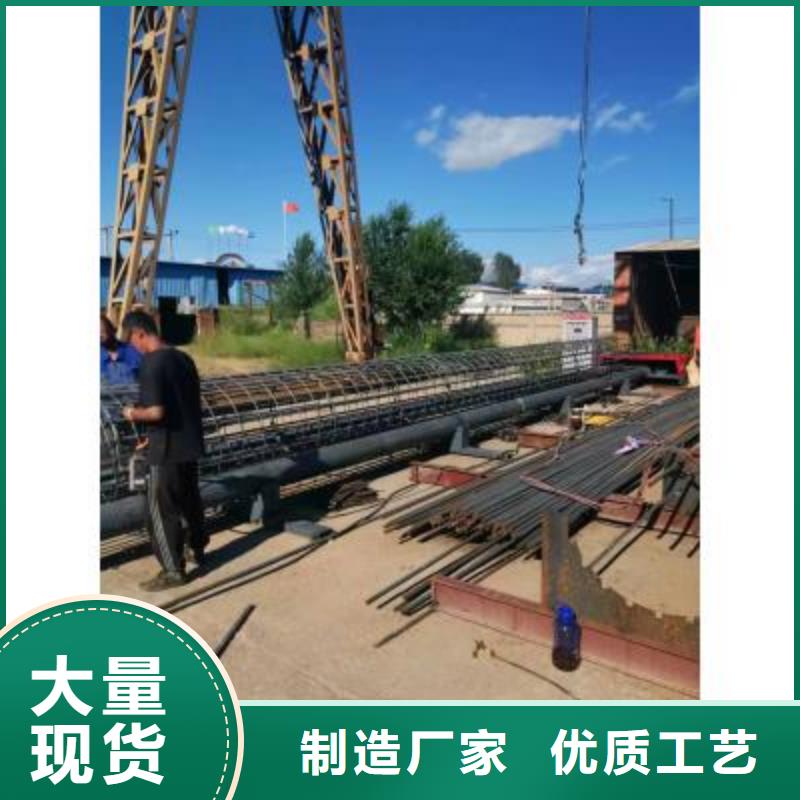
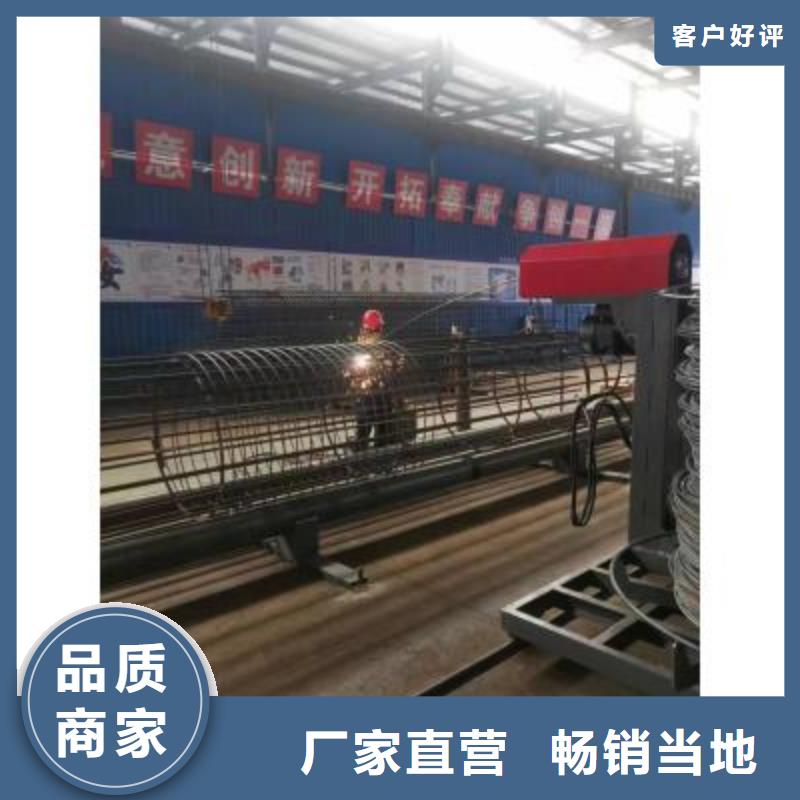
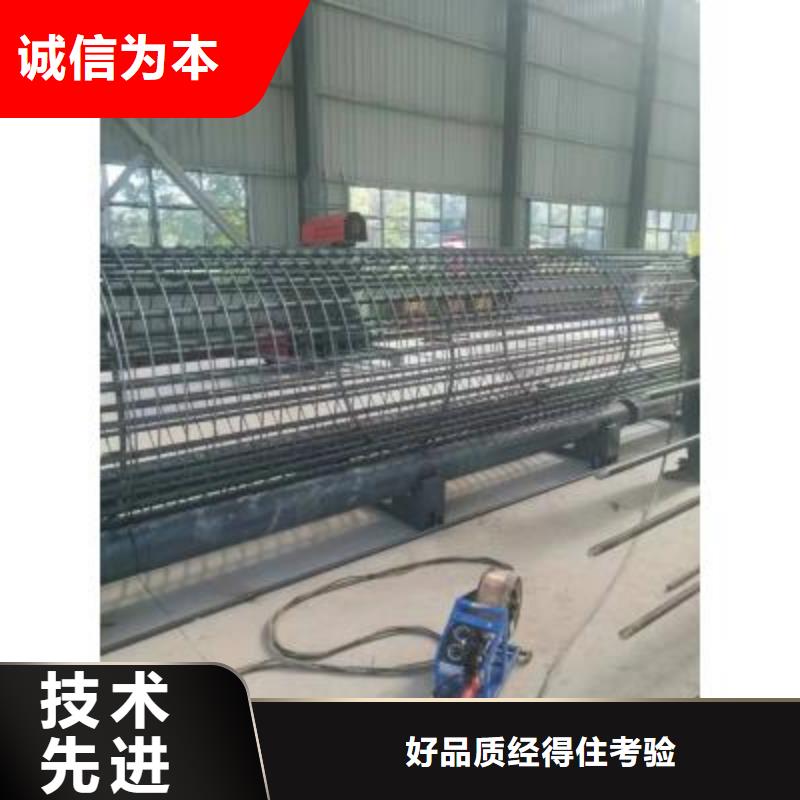
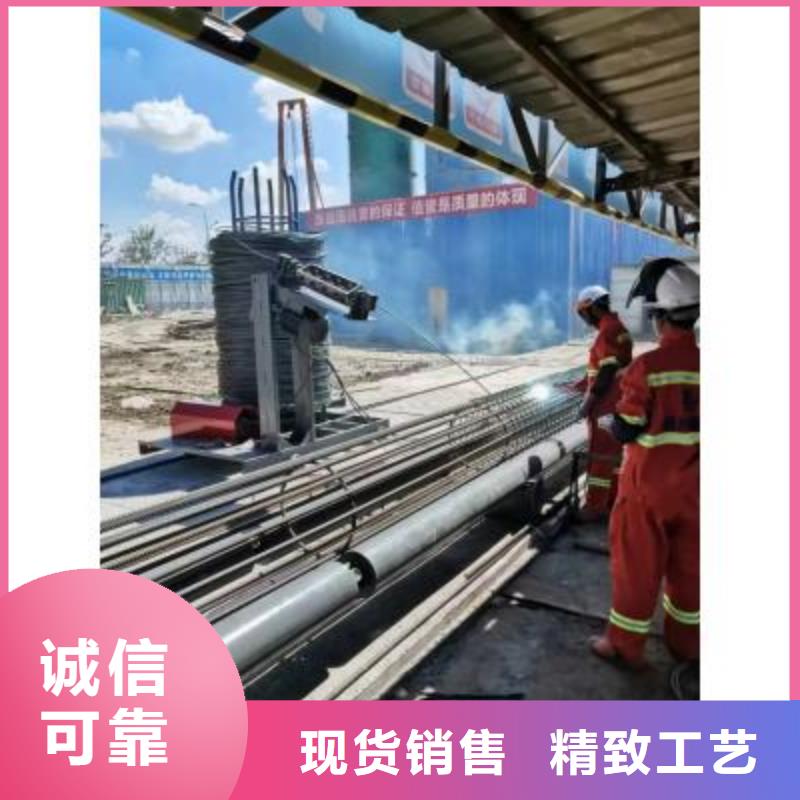
GJL3000型無錫鋼筋籠繞筋機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。河南建貿 鋼筋籠繞筋機生產廠家采用半自動的去完成其繞筋成型整個工藝的專用機械裝備(亦可在膠輥上制作骨架)本公司鋼筋籠繞筋機優點1.PLC變頻控制2.繞筋間距.速度無極調節,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中高配置 沒有后顧之憂基本工藝流程上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位→完成技術參數項目及型號1250型、1500型、2000型、2500型鋼。 焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
