


聯系我們

絎磨管切割零售
更新時間:2025-02-01 02:38:58 瀏覽次數:5 公司名稱:聊城 安達液壓機械有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5000/噸 |
| 發貨期限 | 24小時 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 1公斤 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20#/45#/16Mn |
| 產品品牌 | 九冶 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 有色金屬 |
| 質保時間 | 1個月 |
| 外形尺寸 | 圓形 |
| 適用領域 | 機械加工/液壓 |
| 是否進口 | 否 |
| 質量認證 | 正品 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
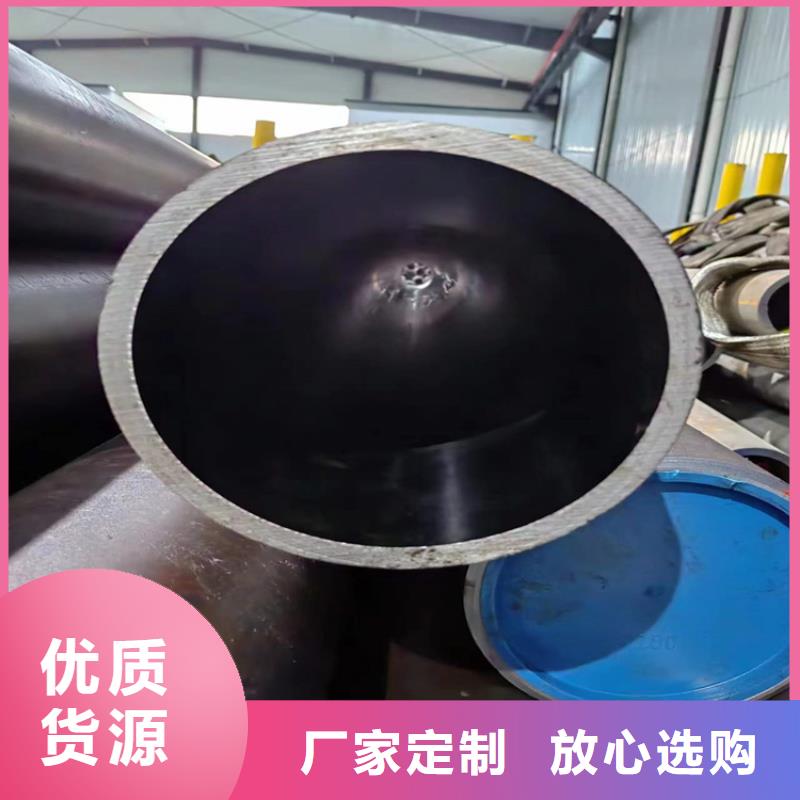






無錫珩磨管油缸管絎磨管油缸管是經過滾壓加工的。由于表層存在殘余壓應力,有利于封閉表面裂紋,阻礙沖蝕擴展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產生或擴展,從而提高絎縫管的疲勞強度。通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內壁的耐磨性,避免了磨削燒傷。軋制后表面粗糙度值減小,改善了匹配性能。
軋制是一種無屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結構、力學性能、形狀和尺寸。因此,這種方法可以同時達到精加工和強化兩個目的,這是磨削所不能達到的。滾壓管

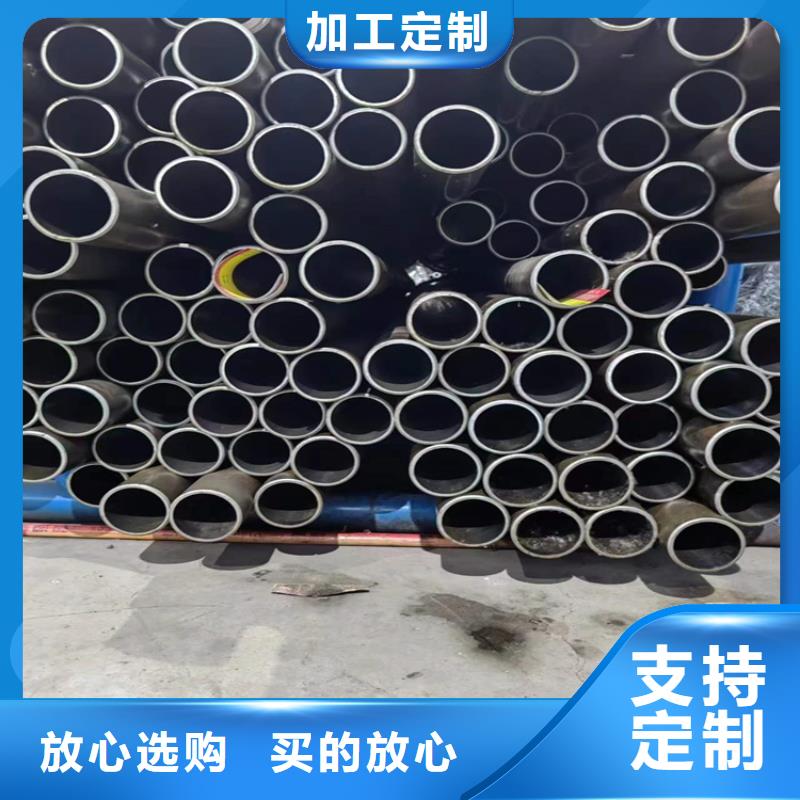
無錫珩磨管油缸管絎磨管絎磨管按照材質主要有45號、40Cr、42CrMo、27SiMn、304等。油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓管加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。

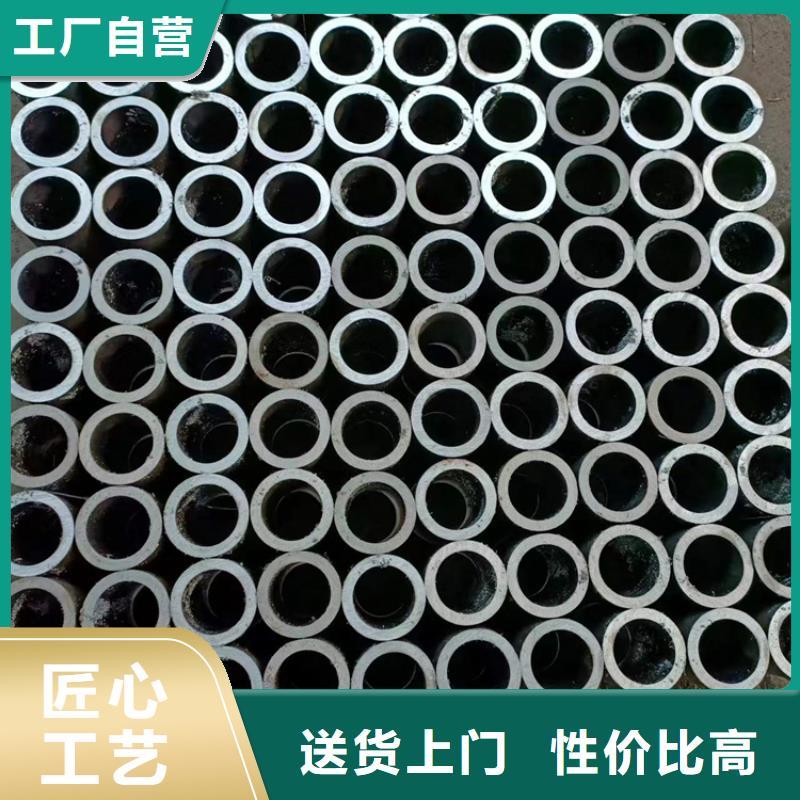
無錫珩磨管油缸管絎磨管 珩磨管淬火開裂與工件的形狀有密切的關系,鋼件形狀影響珩磨管淬火應力的大小和分布。工件上的缺口、尖角、溝槽、孔穴及斷面急劇變化的部位都是珩磨管淬火內應力集中處,是斷裂的危險部位。 加熱不當 工件在熱處理時的加熱溫度、保溫時間和加熱設備(爐內氣氛)等均能成為珩磨管淬火裂紋的誘因。珩磨管淬火加熱溫度愈高,淬裂傾向愈大。珩磨管淬火溫度升高,加熱保溫時間延長,使奧氏體晶粒長大,則珩磨管淬火馬氏體粗化、脆化,斷裂強度降低,這是淬裂傾向增大的根本原因。不容易發生淬裂的加熱爐是真空爐,其次按電爐、鹽浴爐、火焰爐的順序排列易于產生珩磨管淬火裂紋。重油爐、燃煤爐等火焰爐是容易發生淬裂的爐型。滾壓管

無錫珩磨管油缸管絎磨管淺析珩磨管進行熱處理的關鍵的環節。 珩磨管的熱處理加工是一個很重要的工序,經過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進行熱處理加工?
1、其熱處理加工工藝過程:鍛壓退火、粗加工、調質、半精加工、消應力、粗磨、高頻淬火、回火、精加工。
以下針對幾個比較關鍵的環節做一下著重介紹:
1、調質:調質的目的就是使其可以具有良好的綜合機械性能,因些為了讓其可以獲得較高的韌性、相應的強度以及優良的力學性能,我們一般都需要對2Cr13材質進行調質處理。
2、消應力處理:所謂的消應力處理,珩磨管出售,其實就是指除應力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產生內應力,所以要進行處理消應力。
液壓鋼管基本上分為液壓系統上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。滾壓管
