



<烏魯木齊>神悅鋼材有限公司
硬度試驗與布氏硬度試驗相同..這不一樣,這是印記的確切深度。烏魯木齊螺旋管即在初始永實驗力和總實驗力的連續影響下,將壓頭(金煉鋼廠的圓錐或軸承鋼球)壓入試樣表面層,并在所需的維護期后去除主要實驗力,利用測量的殘余印跡深度增減測量強度值。維氏硬度維氏硬度試驗是用實驗這壓印,是一個普通的四棱錐金剛石壓頭1360的個人相對角度選擇測試力被壓入實驗表面,在實驗后所需要的維修時間解除力,兩線之間的輥隙的長度的測量。維氏硬度試驗是除所得到的個體供應商,其計算公式的凸起區上的力,其中:HV--維氏硬度標記,牛頓/平方毫米(兆帕); F--試驗力,N; D-- 2條壓花線的算術平均值,毫米。維氏硬度選定的實驗力F 5(49.03),10(98.07),20(196.1),30(294.2),50(490.3),100(980.7)千克力(N)6等,可以測量硬5?1000HV范疇值。
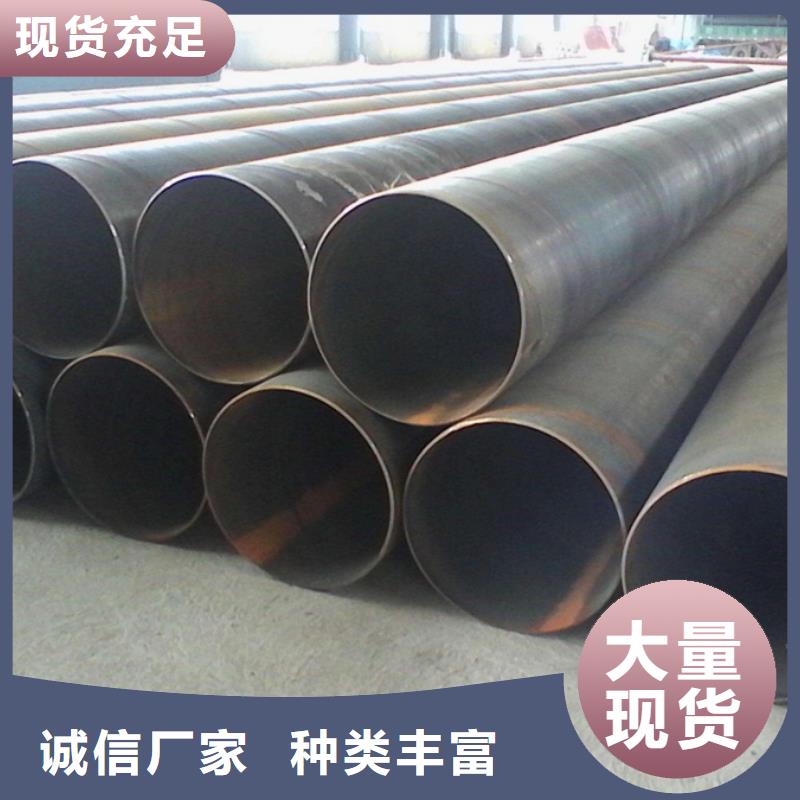
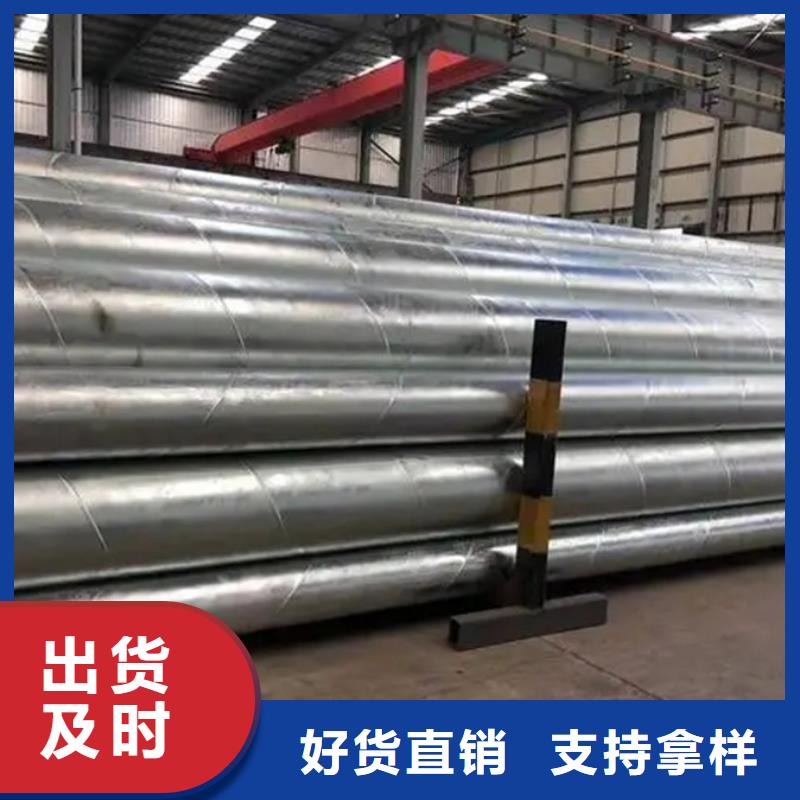
2.烏魯木齊防腐螺旋管焊接 表面焊接采用電弧焊,一次下基,兩次生存,每道焊縫均焊接一次,每層引弧引出的焊縫要錯開。 A.烏魯木齊防腐螺旋管管接頭應先于口,爐渣,管端的坡口角,鈍口,間隙,應符合規格;間隙之間不能采用間隙焊接或采用間隙焊接的方法來縮小間隙焊接。 B.烏魯木齊防腐螺旋管口應與壁齊平,長300mm長的直尺按內壁的順序排列,以關閉錯誤的端口以允許局部檢查,應為壁厚的0.2倍,且不大于2毫米 C.烏魯木齊防腐螺旋管縱向焊縫和圓周焊縫的位置應滿足以下要求:縱向焊縫應與管道垂直線的半圓成約45°;增強螺旋鋼管與增強環的焊縫應在縱向方向上錯開焊縫,間距不應小于100mm;加強環管的圓周焊縫截面不應小于50mm;管道的任何位置均不得有十字形焊縫。 D.烏魯木齊鍍鋅螺旋管定位焊接時,所有焊墊(或等級)的定位應與正式焊接相同,但焊條直徑可選精細。定位焊縫的焊接電流應選擇大于正式焊接的電流,通常為10%-15%,以確保熔深。


4.烏魯木齊Q355B螺旋管淬火后應及時回火,許多的保溫螺旋鋼管的開裂并不是在淬火冷卻過程中產生的,而是從淬火介質中取出后,經過一段時間顯現出來的,即所謂的時效裂紋。這是由于較大的淬火應力而起的,如淬火后立即進行回火處理則可有效地防止時效裂紋出現。 首先,針對3PE防腐鋼管行業的發展,3PE防腐鋼管的產量和報價會影響3PE防腐鋼管行業的發展,這主要是因為3PE防腐鋼管是鋼制的,隨著鋼材價格的上漲,也會影響3PE防腐鋼管的成本。 另一方面,從科技創新的角度來看,3PE防腐鋼管也是影響3PE防腐鋼管行業發展的重要因素。然后,通過技術力量的投入,提高3PE防腐鋼管的性能和質量水平,使其應用范圍更廣,市場需求增加,從而促進3PE防腐鋼管行業的發展。
烏魯木齊大口徑螺旋管廠家也用于低碳鎳鉻鋁復合銅面低碳鋅鉻鋁與鋼以及其他鎳基合金的焊接和鋼材表面鋅鉻鋁鎢層的堆焊們焊絲用于高強度耐腐蝕鋅合金,特別是和的焊接,也用于與鋼的焊接和高強度保鉻鉬合金表面堆焊。強度達到大值時,焊后需要進行沉淀火,可進行鋼與鎳基高溫合金組合的焊接概述鎳與鐵在周期表中同屬Ⅷ族,這是具有鐵磁性的元素,序號也相鄰,其結晶性能晶格類型原子半徑外層電子數目均相近,自然冶金相溶性較好,是一種少有的液態固態都能互為溶劑無限互溶的連續固溶體。因此,其熔焊焊接性良好,常用焊接方法不需要用特殊的工藝措施都能獲得滿意的接頭質量。