


烏魯木齊16mn螺旋管12米定尺29876 <烏魯木齊>神悅鋼材有限公司
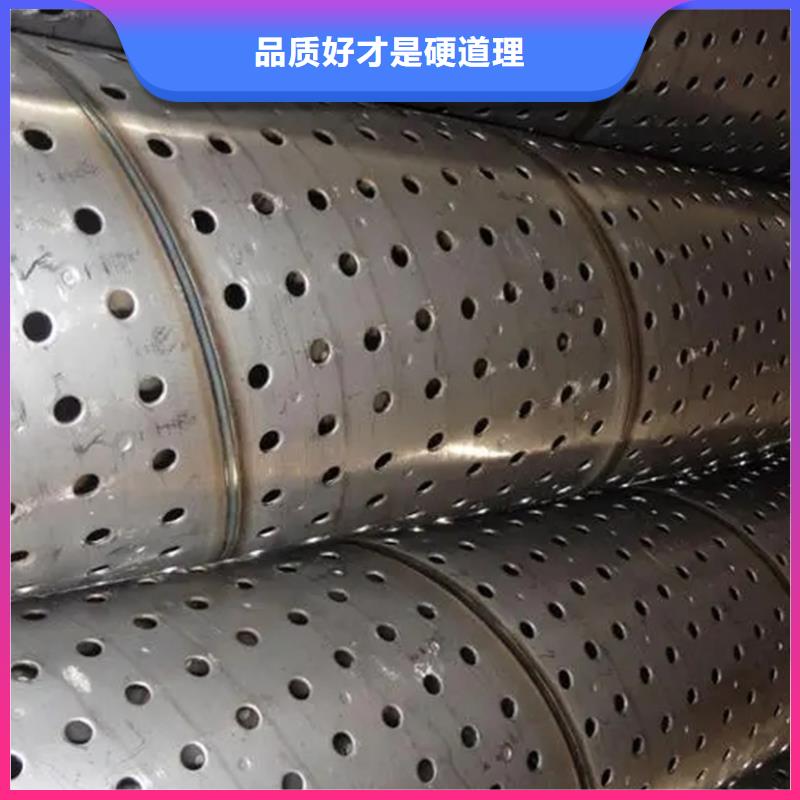
采用內外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。 三. 其它的成形方法 除上述三種常用的成形工藝以外,無縫彎頭成形還有采用將管坯擠壓到外模后,再通過管坯內通球整形的成形工藝。但這種工藝相對復雜、操作麻煩,且成形質量不如前述工藝,故較少采用。 烏魯木齊防腐螺旋管彎頭只能做小口徑的,如果管子規格太大,很難買到成品沖壓彎頭,只能使用焊接彎頭。由于焊接彎頭焊縫更多,所有使用性能不如沖壓彎頭,容易被腐蝕漏。且由于沖壓彎頭是成批生產,所以價格上較焊接彎頭便宜。現在有精鑄彎頭,可以做316L的,抗腐蝕性能更好。


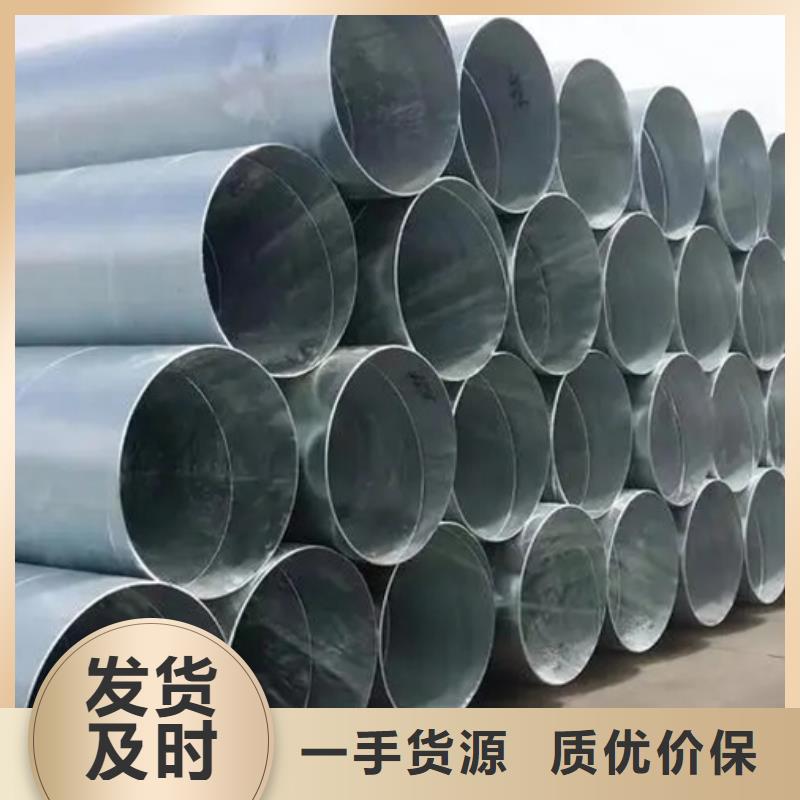
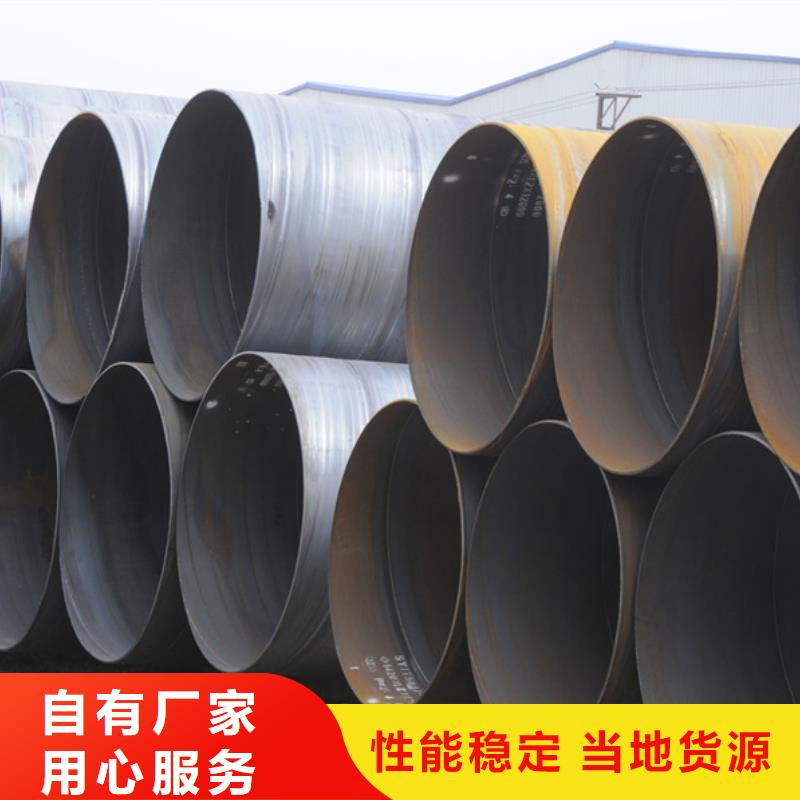
為了進一步優化通用設計方案,烏魯木齊Q345B螺旋管廠家統一組織開展了大小口徑螺旋鋼管通用設計調研工作。征求各網省公司基建生產部門。相關設計單位和大小口徑螺旋鋼管加工企業的意見,對現有方案進行補充、完善和優化本次調研采取書面調研方式。 烏魯木齊Q345B螺旋管雙面埋弧焊接工藝指的是在生產螺旋鋼管過造成所才用到制造加工工藝。首先將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。螺旋縫雙面埋弧焊鋼管是通過成型機將原料帶鋼螺旋成型,通過內外埋弧焊接,從而生產出不同規格的螺旋焊管。螺旋縫雙面埋弧焊鋼管生產工藝簡單、大中口徑焊管生產成本相對比較低,具有低成本運行優勢,在中大口徑低壓輸水管、熱力管和打樁管等市場具有價格優勢。螺旋縫雙面埋弧焊鋼管特點及其標準分類:低壓流體輸送用螺旋縫雙面埋弧焊鋼管 (SY/T5037-2018)雙面埋弧焊管的垛與垛之間應留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據材料大小和運輸機械而定,一般在1.5到2m。雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。
烏魯木齊Q345B螺旋管是人們在建筑或施工行業當中的專用術語;螺旋管可以在建筑工地和施工現場等起到不同的作用;為了更方便裝修和施工較高樓層而無法直接施工的地方;架子管也可以為施工人員和路邊行人等提供的保障和外圍網維護及高空安裝施工等。 在架子管上的作業人員不得隨意拆動架子管的一切拉接點和架子管,以及扣件綁扎扣等一切架子部件。當因作業的需求有必要撤除某些桿件時或連墻件時,應取得施工主管和技術人員的贊同,并采納牢靠的彌補加固辦法。 烏魯木齊Q345B螺旋管工程外架子管使用時間會比較長,因此在使用過程中也需求進行檢查,發現基礎下沉,桿件變形嚴重,防護不全,拉接松動等問題要及時處理。