




我們的珩磨管液壓缸筒好貨直供視頻現(xiàn)已上線,從細(xì)節(jié)到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:珩磨管液壓缸筒好貨直供的圖文介紹
九冶管業(yè)有限公司擁有自己的 重慶武隆研磨管設(shè)計團(tuán)隊、專業(yè)的技術(shù)調(diào)試團(tuán)隊、24小時的售后服務(wù)團(tuán)隊以及精湛技術(shù)的工廠。 公司始終堅持以“嚴(yán)謹(jǐn)”為宗旨,以為客戶提供智能的性能與可靠性的 重慶武隆研磨管,增強企業(yè)競爭優(yōu)勢;滿足客戶目前及未來的需求為目標(biāo);以技術(shù)先進(jìn)、可靠、快速等解決方案,讓客戶滿意是我們永遠(yuǎn)不懈的追求。


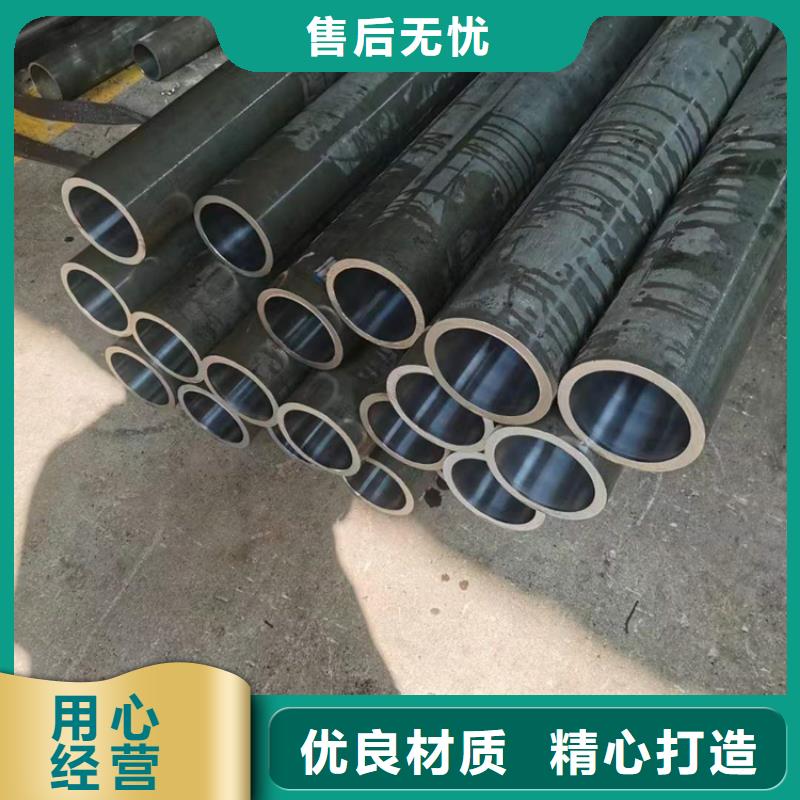
珩磨管是選用精密無縫鋼管制造機械結(jié)構(gòu)或液壓設(shè)備等,精密鋼管通過冷拔或冷軋?zhí)幚砗蟮囊环N高精密的無縫鋼管。由于珩磨管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產(chǎn)氣動或液壓產(chǎn)品。珩磨管的敷設(shè)排列和走向應(yīng)整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應(yīng)≤2/1000;垂直管道的不垂直度應(yīng)≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應(yīng)力。



有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會使之保持理論線接觸。連續(xù)改變接觸條件會產(chǎn)生良好的動態(tài)特性,不會因擺動角度使機床部件產(chǎn)生嚴(yán)重顫振。珩磨過程中,單面線接觸珩磨時這類動態(tài)特性會對機床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機由此而引發(fā)的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續(xù)接觸的轉(zhuǎn)動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。



珩磨管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產(chǎn)生或擴大,因而增加珩磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質(zhì)缸筒是液壓缸的主體,其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應(yīng)有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應(yīng)有足夠的強度。設(shè)計時既要考慮強度,又要選擇工藝性較好的結(jié)構(gòu)形式。導(dǎo)向套對活塞或柱塞起導(dǎo)向和支承作用,有些液壓缸不設(shè)導(dǎo)向套,直接用端蓋孔導(dǎo)向,這種結(jié)構(gòu)簡單,但磨損后必須更換端蓋



為了提率,珩磨管的生產(chǎn)都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產(chǎn)生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進(jìn)的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數(shù)對加工質(zhì)量和生產(chǎn)率也有很大的影響。比如說適當(dāng)增加珩磨的往復(fù)運動速度,除了提高工效外,還能改善表面質(zhì)量。
點擊查看九冶管業(yè)有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
