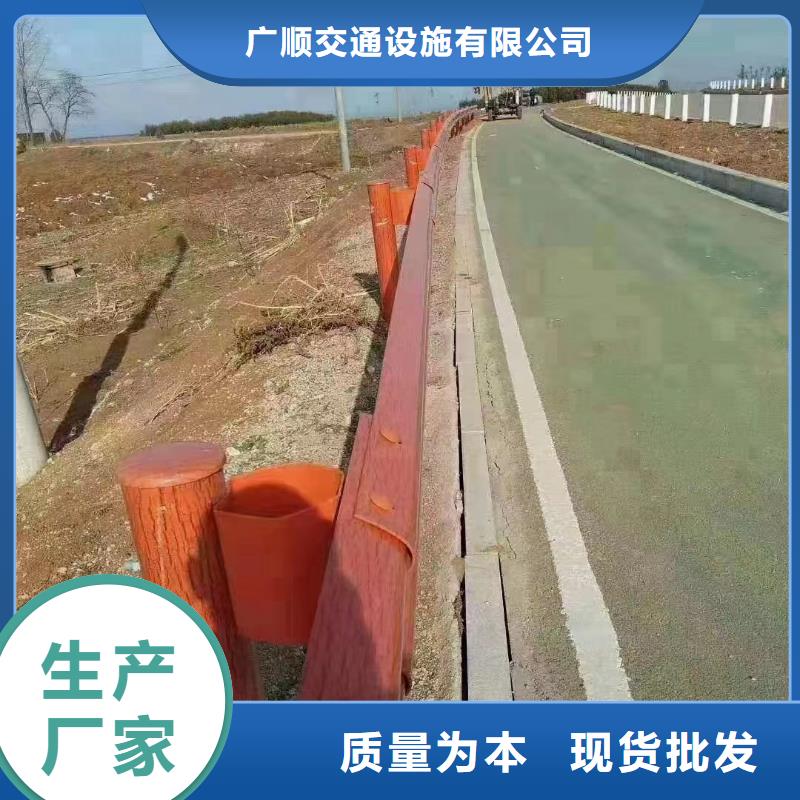
支持定制的波形護欄供貨商
更新時間:2025-01-24 05:11:00 瀏覽次數(shù):5
以下是:支持定制的波形護欄供貨商的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 20/件 |
|---|
| 發(fā)貨期限 | 1-7 |
|---|
| 供貨總量 | 50986 |
|---|
| 運費說明 | 電聯(lián) |
|---|
| 質(zhì)量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 齊全 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 全國 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
以下是:支持定制的波形護欄供貨商的圖文視頻
導(dǎo)讀 支持定制的波形護欄供貨商_廣順交通設(shè)施有限公司,固定電話:17362282589,移動電話:17362282589,聯(lián)系人:黃春妙,QQ:595580584,聊城工業(yè)園發(fā)貨到內(nèi)蒙古 烏蘭察布市 發(fā)貨到 內(nèi)蒙古烏蘭察布市。 內(nèi)蒙古自治區(qū),烏蘭察布市 2003年12月,經(jīng)國務(wù)院批準,烏蘭察布盟正式撤盟設(shè)市。烏蘭察布為蒙古語,意為“紅色的山口”,已有6000余年的文明史,是中國古代北方文明的重要發(fā)祥地、也是草原絲路和萬里茶道的重要節(jié)點,孕育出了察哈爾文化和杜爾伯特文化。是“一帶一路”和中歐班列的非省會樞紐節(jié)點城市,也是重點建設(shè)的23個物流樞紐載體城市之一。市內(nèi)有5條高速公路、6條鐵路,1座機場,是西北地區(qū)向東南出海的必經(jīng)之地,是連接華北、東北、西北三大經(jīng)濟區(qū)的交通樞紐,也是中國通往蒙古、俄羅斯和歐洲的重要通道。境內(nèi)擁有輝騰錫勒高山草甸草原、杜爾伯特大草原、烏蘭哈達火山草原等景點。;被命名為衛(wèi)生城市,入選中國特色農(nóng)產(chǎn)品優(yōu)勢區(qū)名單,還被評為全國雙擁模范城(縣),并成為文旅康養(yǎng)城市聯(lián)盟共同發(fā)起城市之一。



用鎢極氳弧焊焊接內(nèi)襯管間的連接端口, 焊材選用不銹鋼焊絲且焊接電流為 60~90A。 焊接過程中存在的主要問題是引弧易穿絲, 平焊位置易出覡焊瘤, 仰焊位置易出現(xiàn)內(nèi)凹, 這些問題均可通過調(diào)節(jié)手動送絲的快慢、焊接速度、 焊槍角度等于以解決。 內(nèi)襯不銹鋼復(fù)合鋼管打底層的焊接方法與封接層的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊絲熔敷金屬的化學(xué)成分與 304 不銹鋼的為接近, 符合不銹鋼焊接選用焊材的基本原則, 因此采用準 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊絲。 過渡層是確保在使用過程中能夠有效阻止基層中的碳向復(fù)層不銹鋼進行滲透稀釋, 甚至形成硬脆馬氏體組織, 導(dǎo)致焊縫從復(fù)層(耐蝕層) 開始失效至關(guān)重要的一層焊縫, 過渡層焊接在復(fù)層焊縫表面及無損檢測合格后進行, 宜采用焊條電弧焊焊接工藝, 焊接時選用小直徑焊條、 采用較小的焊接線能量。


總結(jié) 選購支持定制的波形護欄供貨商來內(nèi)蒙古烏蘭察布市找廣順交通設(shè)施有限公司,我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標準的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:黃春妙-17362282589,{QQ:595580584},地址:[工業(yè)園]。