


無需長篇大論,觀看數控等離子切割機-金屬光纖激光切割機服務至上視頻,讓你瞬間愛上我們的產品。
以下是:數控等離子切割機-金屬光纖激光切割機服務至上的圖文介紹
多年來,華宇誠數控科技有限公司一貫堅持外樹形象,內強質量,一點一滴,鑄信譽。 本公司經營 湖北武漢大功率激光切割機的生產銷售和服務于一體的企業,另外本公司生產的 湖北武漢大功率激光切割機等已順利通過質量體系認證,產品已銷往全國各地,均得到用戶高度評價。合理的價格,完善的服務,鑄就了公司自己的品牌。


市場上生產數控等離子切割機廠家很多,規模和質量也是參差不齊的。所以有的人該問了,到底該如何選擇數控等離子切割機呢?其實每個人見識和立場不一樣,想法也是不一樣的。其實適合自己的還是要根據自身的需要來選擇。接下來數控切割機廠家為您分享一下,選擇數控等離子切割機時的注意事項。
數控等離子切割機該如何選擇?
1、首先需要確定你要切割的材質和厚度。材質和厚度的不同,決定了你選擇的切割方式。10mm以下碳鋼用等離子切割,10-25mm碳鋼等離子、數控火焰切割機均可,25mm以上碳鋼所用等離子電源價格較高(且切割坡度較明顯),小型企業盡量考慮火焰切割。
2、確定一下你是持續長時間的切割還是自動設置切割,及時檢查機器的工作負載持續率。
3、數控等離子切割機的割炬上有各種外部零件是快速消費品,容易損耗。尋找耗材少的,能節省不少的成本。
4、尋找高配置的數控等離子切割機,雖然高配置不一定代表高精度,但是高配置的數控等離子切割機在質量上會更耐用一點。



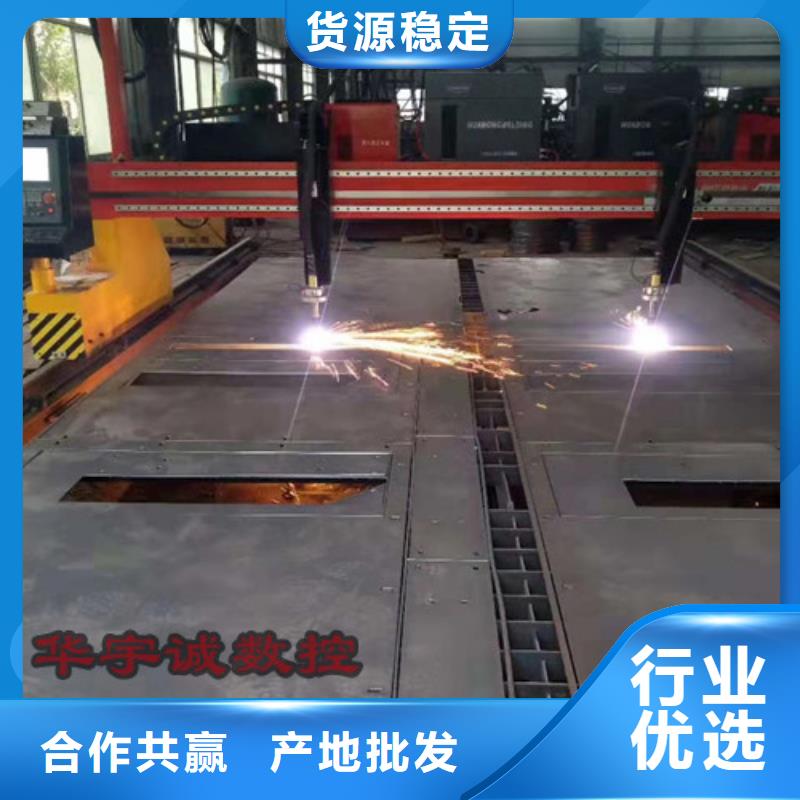
數控等離子切割機電弧功率數控等離子切割機為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長的孔道長度并加強了冷卻效果,這樣可以使得噴嘴有效斷面內通過的電流增加,即電弧的功率密度加大。但同時壓縮也使得電弧的功率損失加大,因此,實際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會更大,在進行切割工藝參數設計或切割成本的經濟核算時應該考慮這個問題。在工業中使用的金屬板厚大多是在50mm以下,在這個厚度范圍內用常規的等離子弧切割往往會形成上大下小的割口,而且割口的上邊緣還會導致切口尺寸精度下降并增加后續加工量。當采用氧和氮氣等離子弧切割碳鋼、鋁和不銹鋼時,當板厚在10~25mm范圍內時,通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認為,這種現象的產生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個力量釋放的不平衡,與很多工藝參數密切相關,如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長,形成更為均勻的高溫區域,同時加大射流的速度,可以減小切口上下的寬度差。然而,常規噴嘴的過度壓縮往往會引起雙弧現象,雙弧不但會損耗電極和噴嘴,使切割過程無法進行,而且也會導致切口質量的下降。另外,過大的切割速度和過大的噴嘴高度都會引起切口上下寬度差的增加。(以上內容摘自國內百科網)


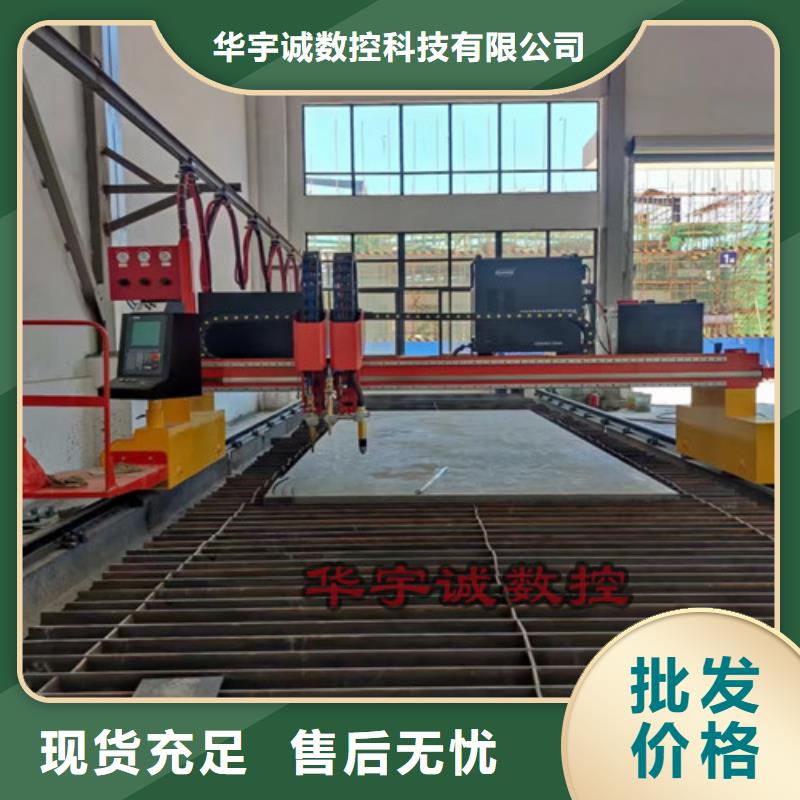
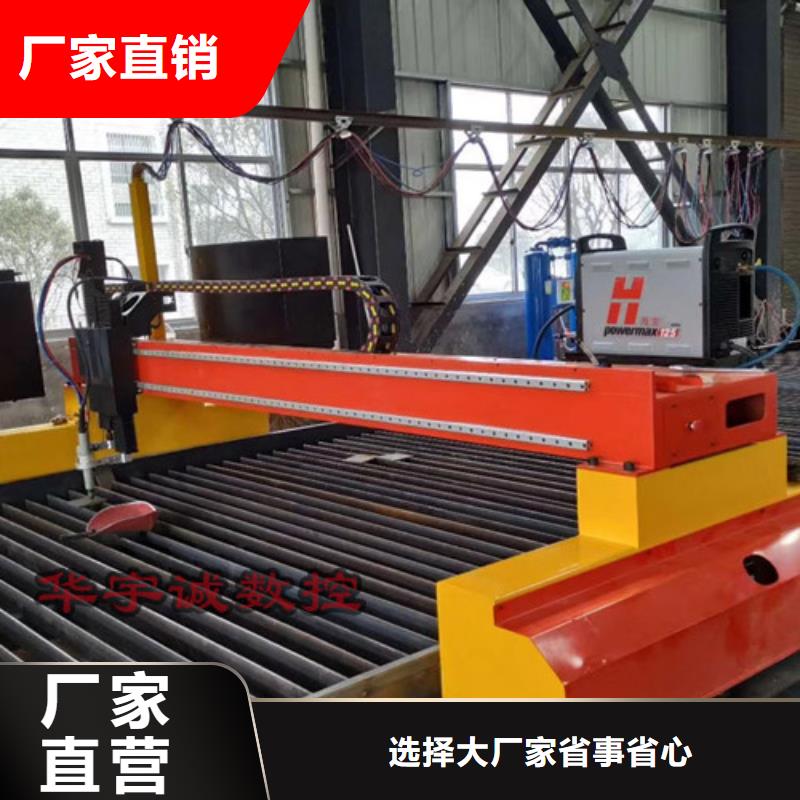
數控等離子切割機散熱系統清理要點數控等離子切割機的散熱系統作為割炬主要散熱渠道,在常規配置中可以分為風冷式散熱和水冷式散熱兩大類,由于數控等離子切割機的工作原理:利用等離子體弧柱的高溫來熔化被切割材料,在一般切割加工使用時,是需要配備專門的空氣壓縮機作為輔助實現切割過程中吹離材料熔渣形成割縫效果。等離子體是一種特殊的物質形態,現代物理上把它列于固態、液態、氣態之后的物質第四態。等離子弧是將自由電弧通過機械壓縮,熱收壓縮和磁收縮,進行強迫 “壓縮”而獲得的壓縮電弧,其能量集中,溫度高(弧中心溫度18000-24000K),焰流速度大(可達300m/s以上)。 接下來武漢耐霸小編將主要就數控等離子切割機散熱系統清理及日常維護需要注意的一些要求予以歸納和說明:1. 擰下螺釘,拆下空氣過濾器,準備清洗;2. 定期監視數控系統的電網電壓,保證電網電壓的波動范圍在允許的額定范圍內;3. 輕輕振動拆下后的過濾器,同時,用壓縮空氣由里向外吹掉空氣過濾器內的灰塵;4. 定期檢查和更換直流電動機電刷;5. 若過濾器灰塵過厚壓縮空氣無法除去時,可采用中性清潔劑輕輕沖洗,置于陰涼處晾干;6. 定期更換存儲器用電池。一般情況下,即使電池尚未失效,也應每年更換一次電池,以確保系統能正常地工作 。



