



烏海現貨供應45#油缸管_廠家/供應 <烏海>九冶管業有限公司
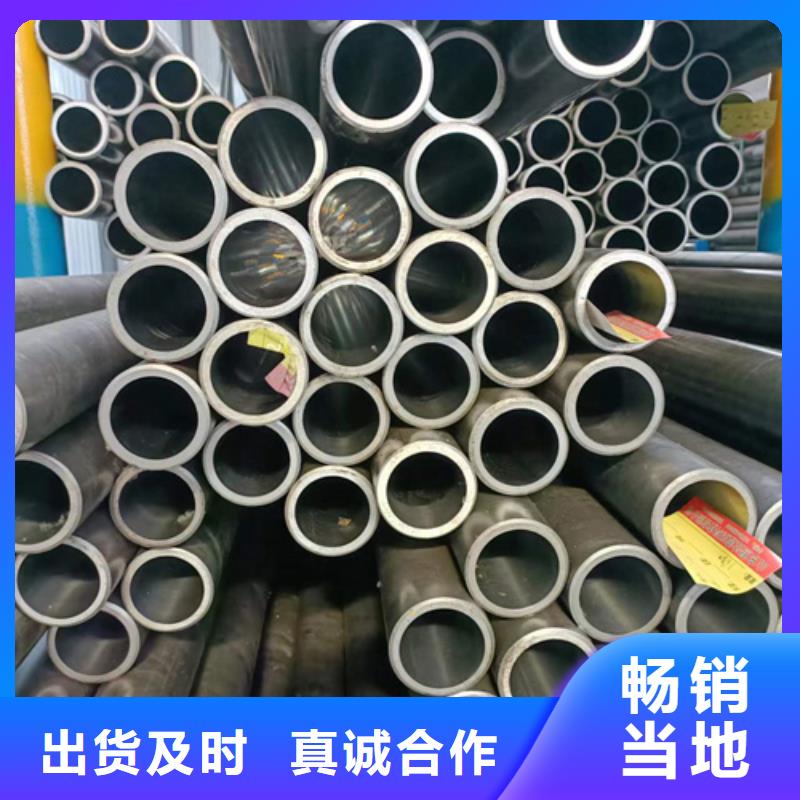
加工精度高,主要是一些中小型的光通孔,其圓柱度可達 0.001mm以內。一些壁厚不均勻的零件,其圓度能達 0.002mm。對于大孔,圓度也可達 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滾壓要求及拆卸順序在拆卸液壓油缸之前,應使得液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。拆卸珩磨管時要按順序進行。由于不同液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋,拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用工具,禁止使用扁鏟,對于法蘭式端蓋要用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿很難抽出時,不可強行打出,應先查明原因再進行拆卸。

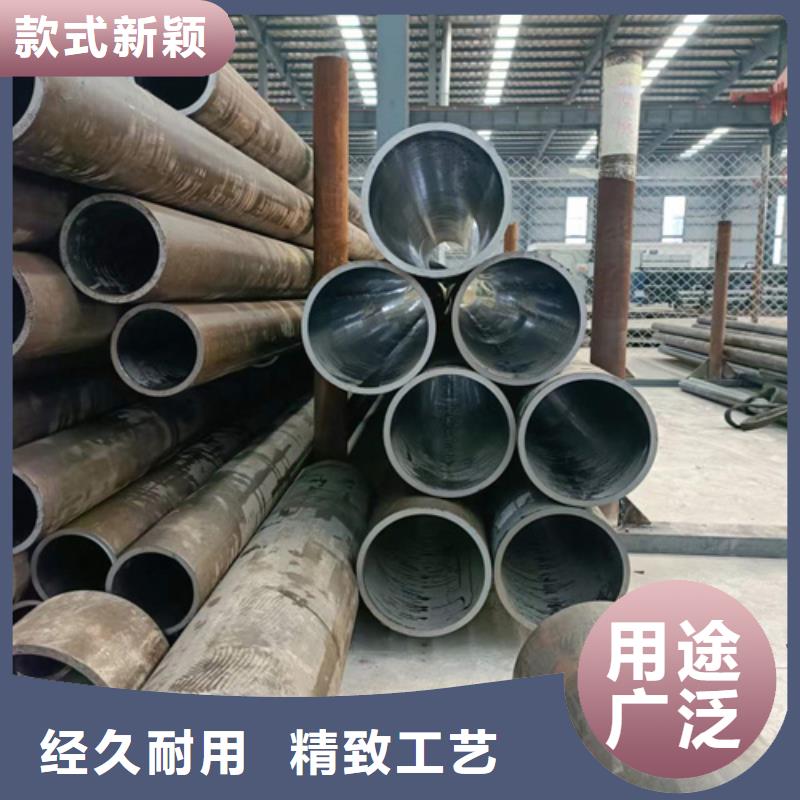
直徑50mm以上的一般應采用機械加工方法切割。如用氣割,則要用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面要平整,去掉珩磨管上的毛刺、氧化皮、熔渣等。其所用的焊條、焊劑應與所焊管材相匹配,其牌號要有明確的依據資料,有產品合格證,且在使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天用。焊條藥皮應無脫落和裂紋。珩磨加工后表面好,利于潤滑油的存儲及油膜的保持,有較高的表面支承率,因而能承受較大載荷,從而增加了產品的使用壽命;加工范圍較廣,主要加工各圓柱形孔,用珩磨頭,還可加工圓錐孔、橢圓孔等。
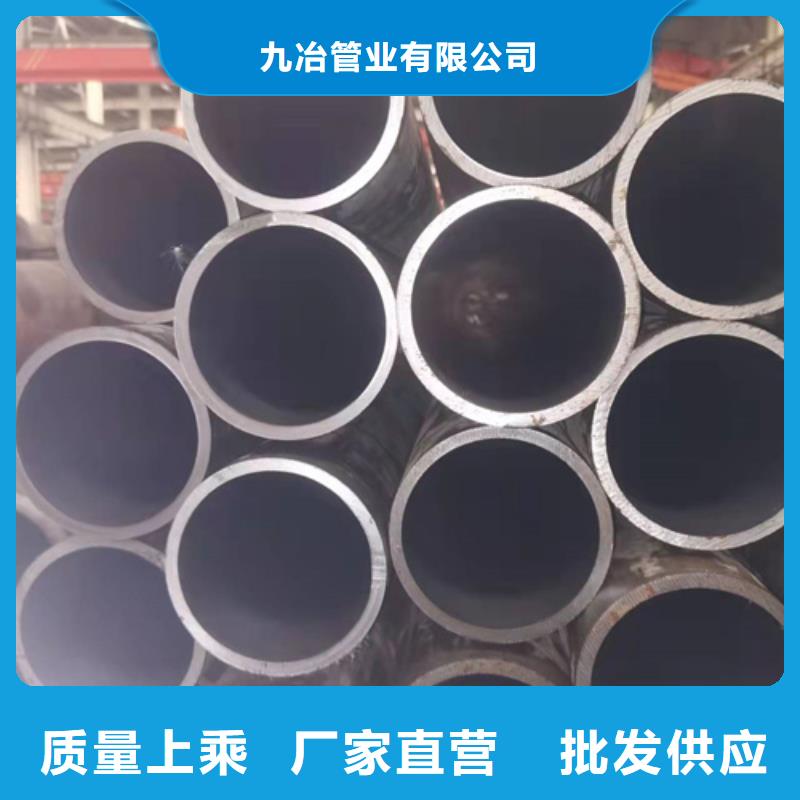
<烏海>九冶管業有限公司 烏海現貨供應45#油缸管_廠家/供應 <烏海>九冶管業有限公司珩磨管的應用1、拆卸液壓油缸之前,應使液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油就會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。2、拆卸時要按順序進行。由于各種液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋, 拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用專用工具,禁止使用扁鏟;對于法蘭式端蓋必須用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿難以抽出時,不可強行打出,應先查明原因再進行拆卸。3、卸卸前后要設法創造條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行;拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。4、拆卸時應防止損傷活塞桿頂端螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。5、油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件必須更換

