



想要了解直縫管-3pe防腐鋼管優選廠商產品的魅力?視頻為你揭曉答案!
以下是:直縫管-3pe防腐鋼管優選廠商的圖文介紹


螺旋鋼管生銹后主要使用鋼絲刷等工具對鋼材表面進行打磨,螺旋管的清洗和預熱可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若螺旋管表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。
在傳統應用的基礎上又增添了新的應用,這樣使得螺旋鋼管的用處更加的豐碩,也同時降低了螺旋鋼管的使用本錢。無線電頻率感應器提供200伏特、50安培的電暢通流暢過螺旋鋼管,通過感應作用加熱實驗樣本。PLC應用于LSAW直縫焊接鋼管自動超聲檢測,使得檢測操作方便,檢測精度及檢測效率提高;設備維修容于板厚的增加.沿板厚方向出現較大的溫度梯度和金屬塑性流動的不均勻。所以優化攪拌頭設計和添加輔助熱源可提高FSW厚板高強鋁合金接頭的質量。FSW的溫度場、流場和組織性能的模擬可以有效分析焊接機理和優化焊接工藝參數。并且降低試驗經費。然而,將溫度場、流場、固體力學模型融合到一個模型中,對FSW工藝過程進行模擬才是數值模擬研究的方向。



JCOE成型的優勢
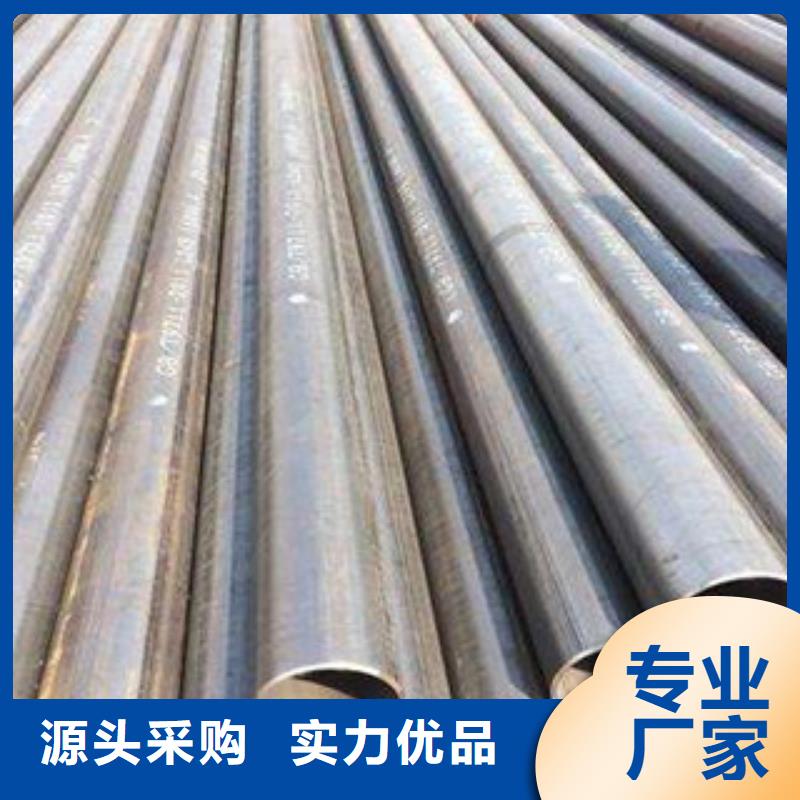
大直徑直縫埋弧焊管是以鋼板為原料,經過不同的成型工藝,采用雙面埋弧焊接和焊后擴徑等工序制成焊管。直縫埋弧焊管生產工藝不管采用哪種生產方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點焊、內外埋孤焊、超聲波探傷、擴徑、水壓試管等工序基本上是大同小異,關鍵是成型工序不同。因此,根據成型工序,SAWL又可以具體分為輥彎成型(砌強)、連續扭轉成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優點是設備小、重量輕、投資少、管徑范圍大、產量適中且生產靈活,對市場適應性強,但也存在管筒開口大、易錯邊、不易控制等缺點。對于大直徑、高鋼級、大壁厚鋼管生產難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現中間寬,兩頭窄的現象。
大直徑直縫埋弧焊管是以鋼板為原料,經過不同的成型工藝,采用雙面埋弧焊接和焊后擴徑等工序制成焊管。直縫埋弧焊管生產工藝不管采用哪種生產方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點焊、內外埋孤焊、超聲波探傷、擴徑、水壓試管等工序基本上是大同小異,關鍵是成型工序不同。因此,根據成型工序,SAWL又可以具體分為輥彎成型(砌強)、連續扭轉成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優點是設備小、重量輕、投資少、管徑范圍大、產量適中且生產靈活,對市場適應性強,但也存在管筒開口大、易錯邊、不易控制等缺點。對于大直徑、高鋼級、大壁厚鋼管生產難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現中間寬,兩頭窄的現象。


鋼興鋼管 (烏海市分公司)十年專注 20G無縫鋼管,資源充足,庫存大,價位特低。本公司承諾時刻向顧客提供精心制作材質優良的產品,以滿足顧客要求。我們的理念是以實際的經營手法為顧客設計生產他們需要的產品,成為國內外使用高標準、高技術、要求的廠商。




幾個常用行業焊接鋼管品種結構調整
我國焊接鋼管主要由直縫高頻焊管、直縫埋弧焊管和螺旋縫埋弧焊管三大類組成。近年來,我國焊接鋼管在品種結構調整方面雖取得了重大進展,但市場需求的拓寬挖掘潛力仍然很大。汽車用管:我國汽車用管正在向薄壁、小直徑方向發展。國外原來使用冷拔、冷軋精密無縫鋼管,現在均改用冷拔HFW精密焊管。我國中高級轎車的制動器、排氣管、油管及潤滑管使用的是國產鍍鋅涂塑雙層卷焊管(PVF管)。船舶用管:船舶用管的趨勢是向輕量化方向發展,HFW焊管的使用比例在逐漸上升。例如,艙底水管、壓載管、疏排水管、生活污水管、注入生活用水管、消防用輸水管以及掃船、灑水、輸氣、輸油、輸送蒸汽、液位遙測、閥門遙控等用管。據有關資料介紹,大型油輪(如30萬t級)所用焊管總長度達數十千米。主要使用直縫埋弧焊管和高頻直縫焊管。海洋工程用管:除了常規系列、專用系列外,許多海洋工程大量采用大直徑焊管。如導管架、直升飛機平臺、火炬塔架等,其材質為E36-Z35、D36-Z35、E36、D36,其執行標準為GB712-2000《船體用結構鋼》,鋼管制造按石油工業標準化技術委員會(CPSC)制定的SY/T1002-2000《結構鋼管制造規范》。我國目前往往由建設企業自行采購鋼板后制造此類焊管。化工用管:化工領域大量使用碳素鋼鋼管,年用量可達80萬t左右,主要用于輸水、輸氣以及輸送某些化工原料(例如鹵水等。輸送化工原料的鋼管必須具有抗硫化氫開裂的性能,使用的焊管有HFW焊管和JCOE焊管等。
我國焊接鋼管主要由直縫高頻焊管、直縫埋弧焊管和螺旋縫埋弧焊管三大類組成。近年來,我國焊接鋼管在品種結構調整方面雖取得了重大進展,但市場需求的拓寬挖掘潛力仍然很大。汽車用管:我國汽車用管正在向薄壁、小直徑方向發展。國外原來使用冷拔、冷軋精密無縫鋼管,現在均改用冷拔HFW精密焊管。我國中高級轎車的制動器、排氣管、油管及潤滑管使用的是國產鍍鋅涂塑雙層卷焊管(PVF管)。船舶用管:船舶用管的趨勢是向輕量化方向發展,HFW焊管的使用比例在逐漸上升。例如,艙底水管、壓載管、疏排水管、生活污水管、注入生活用水管、消防用輸水管以及掃船、灑水、輸氣、輸油、輸送蒸汽、液位遙測、閥門遙控等用管。據有關資料介紹,大型油輪(如30萬t級)所用焊管總長度達數十千米。主要使用直縫埋弧焊管和高頻直縫焊管。海洋工程用管:除了常規系列、專用系列外,許多海洋工程大量采用大直徑焊管。如導管架、直升飛機平臺、火炬塔架等,其材質為E36-Z35、D36-Z35、E36、D36,其執行標準為GB712-2000《船體用結構鋼》,鋼管制造按石油工業標準化技術委員會(CPSC)制定的SY/T1002-2000《結構鋼管制造規范》。我國目前往往由建設企業自行采購鋼板后制造此類焊管。化工用管:化工領域大量使用碳素鋼鋼管,年用量可達80萬t左右,主要用于輸水、輸氣以及輸送某些化工原料(例如鹵水等。輸送化工原料的鋼管必須具有抗硫化氫開裂的性能,使用的焊管有HFW焊管和JCOE焊管等。

