
保障")


選廠商")
選廠商")
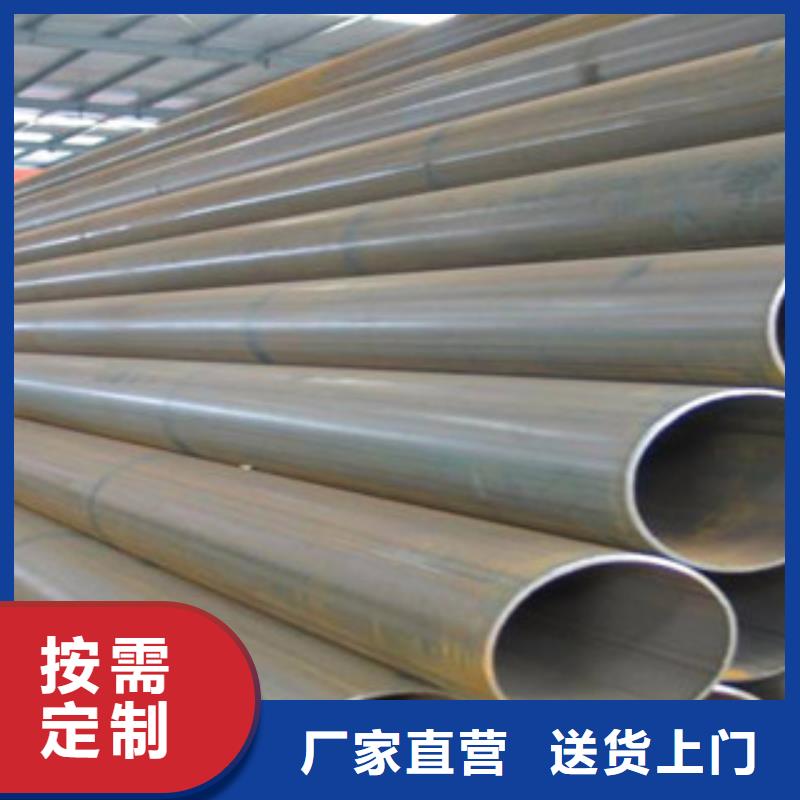
直縫焊管的成型工藝分類與成型質(zhì)量控制
直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續(xù)成型為管狀,然后用電阻加熱或感應(yīng)加熱使帶鋼邊緣部位處于熔融狀態(tài),在壓力的作用下將接縫焊合而得到鋼管。它能生產(chǎn)的產(chǎn)品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續(xù)輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續(xù)塑性彎曲而成管筒狀,是一種應(yīng)用廣泛、優(yōu)質(zhì)的中、小口徑電焊管成型方法。
(1)軋輥對帶鋼成型中縱向的拉伸作用小,使邊部拉伸處于小狀態(tài)。
(2)立輥組可以用來成型各種規(guī)格的管材而不必?fù)Q輥,共用性好。
(3)立輥組均為被動輥,摩擦消耗小,故成型所需功率小。
選廠商")
選廠商")
選廠商")
鋼興鋼管 (烏海市分公司)宗旨以質(zhì)量求生存,以信譽求發(fā)展,多年來憑借過硬的 20G無縫鋼管質(zhì)量、良好的信譽服務(wù)、合理的價格不斷拓展市場。目前生產(chǎn)經(jīng)營多種規(guī)格型號的 20G無縫鋼管產(chǎn)品,不僅暢銷全國30多個省市、自治區(qū),還遠(yuǎn)銷多個地區(qū)。我們擁有先進的管理經(jīng)驗、生產(chǎn)流程和質(zhì)量控制手段,保證了為客戶提供高質(zhì)量的 20G無縫鋼管產(chǎn)品。在我們強調(diào) 20G無縫鋼管產(chǎn)品質(zhì)量的同時還積j i與客戶進行溝通,了解客戶的需求,認(rèn)識到我們的不足,并為客戶提供專業(yè)和及時的售后服務(wù)。我們愿用我們的真誠帶給您z u i大的滿意,我們包含一顆熱心歡迎您的光臨.
直縫管-3pe防腐鋼管優(yōu)選廠商
選廠商")
選廠商")
質(zhì)量檢驗:根據(jù)GB/T3091-2001《低壓流體輸送用焊接鋼管》標(biāo)準(zhǔn)的規(guī)定,鋼管表面質(zhì)量應(yīng)光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過壁厚負(fù)偏差的劃道、刮傷、焊縫錯位、燒傷和結(jié)疤等輕缺陷存在。允許焊縫處壁厚增厚和內(nèi)縫焊筋存在。直縫管應(yīng)做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標(biāo)準(zhǔn)規(guī)定的要求。鋼管應(yīng)能承受一定的內(nèi)壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。
渦流探傷按GB/T7735-2004《鋼管渦流探傷檢驗方法》標(biāo)準(zhǔn)執(zhí)行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行的掃查,探傷號經(jīng)渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規(guī)定長度切斷,經(jīng)翻轉(zhuǎn)架下線。鋼管兩端應(yīng)平頭倒角,打印標(biāo)記,成品管用六角形捆扎包裝后出廠。
選廠商")
選廠商")
選廠商")
螺旋鋼管生銹后主要使用鋼絲刷等工具對鋼材表面進行打磨,螺旋管的清洗和預(yù)熱可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若螺旋管表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。
在傳統(tǒng)應(yīng)用的基礎(chǔ)上又增添了新的應(yīng)用,這樣使得螺旋鋼管的用處更加的豐碩,也同時降低了螺旋鋼管的使用本錢。無線電頻率感應(yīng)器提供200伏特、50安培的電暢通流暢過螺旋鋼管,通過感應(yīng)作用加熱實驗樣本。PLC應(yīng)用于LSAW直縫焊接鋼管自動超聲檢測,使得檢測操作方便,檢測精度及檢測效率提高;設(shè)備維修容于板厚的增加.沿板厚方向出現(xiàn)較大的溫度梯度和金屬塑性流動的不均勻。所以優(yōu)化攪拌頭設(shè)計和添加輔助熱源可提高FSW厚板高強鋁合金接頭的質(zhì)量。FSW的溫度場、流場和組織性能的模擬可以有效分析焊接機理和優(yōu)化焊接工藝參數(shù)。并且降低試驗經(jīng)費。然而,將溫度場、流場、固體力學(xué)模型融合到一個模型中,對FSW工藝過程進行模擬才是數(shù)值模擬研究的方向。
選廠商")