



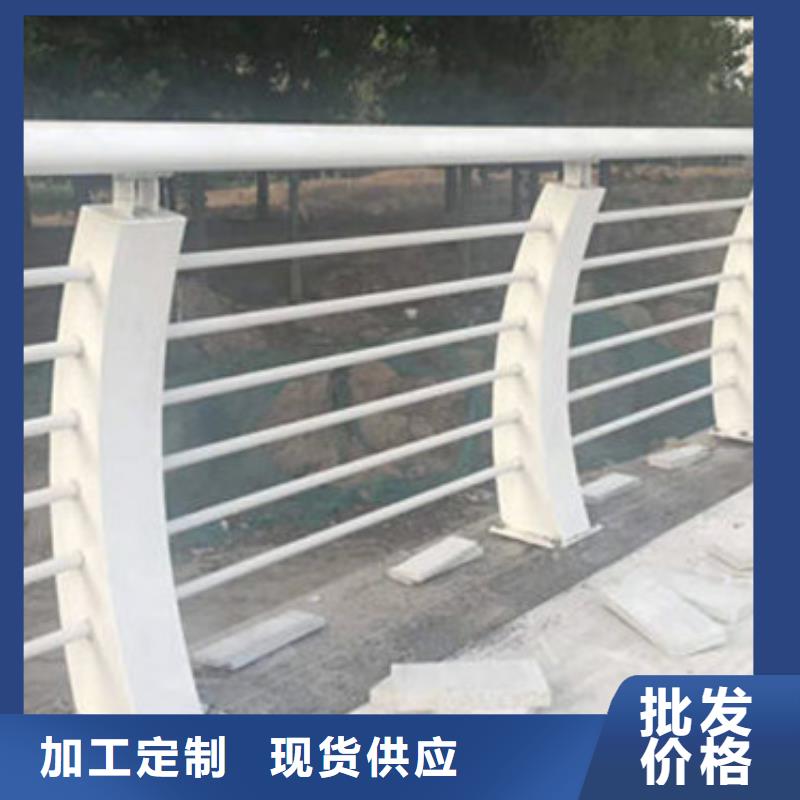
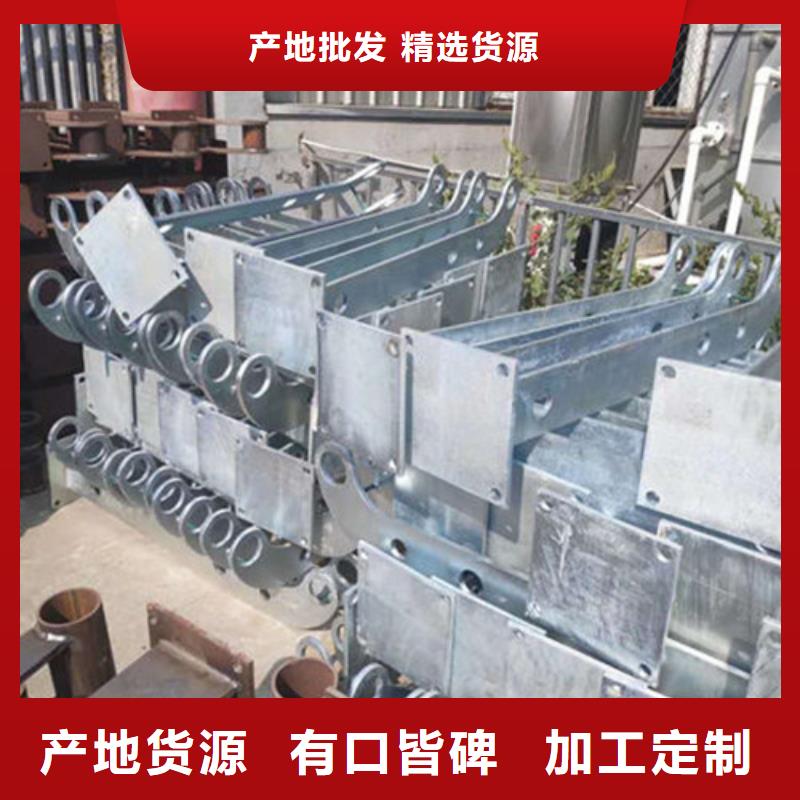

我們的不銹鋼復合管護欄-【交通護欄】優選好材鑄造好品質視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:不銹鋼復合管護欄-【交通護欄】優選好材鑄造好品質的圖文介紹
亮潔不銹鋼制品有限公司嚴格執行質量管理體系標準。 公司研發設計生產出的 云南文山【波形護欄】產品,品質,品味,滿足不同消費群體的個性需求,在內地許多城市設立多個分公司和辦事處, 云南文山【波形護欄】產品暢銷全國各大城市,歐美等全球地區。
亮潔不銹鋼制品有限公司全體員工將一如既往,銳意進取,以優良品質,以樸質誠信的心胸與各界朋友真誠合作,互利共贏。


相關機構分析認為,不排除8月份不銹鋼復合管存在階段性超跌反彈的可能,但考慮到短期鋼廠減產的可能性不大,已經復產的鋼廠產能將繼續釋放,而8月份國內不銹鋼復合管市將面臨消費淡季,總體是一個供強需弱的局面,不銹鋼復合管價仍將承壓。 自4月下旬以來,62%品位鐵礦石價格已從每噸超過70美元的高位下跌至50美元,一月間跌幅接近30%。目前,全國主要不銹鋼復合管庫存量創出2015年以來的新高。請查閱由發布的不銹鋼復合管行業市場調查分析報告。 不銹鋼復合管行業扭轉深度虧損局面全行業實現盈利不銹鋼復合管近日發布消息稱,不銹鋼復合管行業扭轉深度虧損局面,全行業實現盈利。數據顯示,不銹鋼復合管業自2016年3月份當月實現盈利以后盈利,5月份當月實現盈利1.2億元,達到全年盈利單月。 總計2016年前11個月全行業實現利潤總額2.5億元,而上年同期虧損5多億元,一增一減8多億元。此外,多家不銹鋼復合管企業也發布業績預告,都在2016收獲豐年,扭虧為盈,交出了一份亮眼的成績單。筆者認為,當前不銹鋼復合管的大面積扭虧得益于企業內部和外部兩方面的原因共同發揮的作用。



隨著人們對不銹鋼復合管的了解的增加,使用范圍也在不斷擴大,是在城市護攔、光亮工程、路燈燈桿、高架路橋和立交橋、高速公路護攔攔桿、過街彩虹、廣告牌架、車站站棚和車船行業、器械、鋼制家俱等領域,都大量采用不銹鋼復合管來替代不銹鋼管。 據了解,年產10萬噸復合不銹鋼管生產項目建設內容為采用工藝,以碳鋼做基材、不銹鋼作抗腐面材,經真空、隔離、熱軋冶金合成工藝,生產用于城市供水、熱力、消防、和油、汽高抗腐性能不銹鋼復合板、管新?。 不銹鋼復合管會替代不銹鋼管嗎。什么是不銹鋼復合管不銹鋼復合管由不銹鋼和碳素結構鋼兩種金屬材料采用無損壓力同步復合成的新材料,兼具不銹鋼抗腐蝕耐磨和卓越美麗的外表,以及碳素鋼良好的抗彎強度及抗沖擊性。 不銹鋼復合管于2002年 標準GB/T18704-2002正式頒布,不銹鋼復合管由含量高,設備精密,工藝產品質量,采用電腦自動控制。不銹鋼復合管產品具有純不銹鋼外表豪華、美觀和普通碳素鋼管強度高的特點,其價格低于純不銹鋼管,是價昂不銹鋼結構裝飾管材的替代產品。



一方面,受去產能,不銹鋼復合管市場需求有所好轉、不銹鋼復合管庫存處于歷史低位等多重因素影響,2016年以來國內市場不銹鋼復合管價格大幅回升,從外部改善了不銹鋼復合管企業的經營環境;另一方面,在經歷了產能嚴重過剩所導致的寒冬,不銹鋼復合管企業在內部都加大了降本增效的各項措施,收到較好效果。 當前,不銹鋼復合管行業處于淘汰落后產能與需求下降的賽跑階段。由于調控的收緊、固定投資增速下降等因素影響,2017年的不銹鋼復合管需求預計會較2016年有所下降。所以,繼續推進供給側,化解過剩產能仍是2017年不銹鋼復合管價格平穩運行和行業能保持盈利的關鍵。 根據發達 經驗,不銹鋼復合管產量一旦見頂,10年內產量下降約三成,因此未來數年不銹鋼復合管產能可能處于邊淘汰邊過剩的情況。此外,原料價格大幅上漲,加大了鋼鐵企業降本增效難度;貿易保護傾向抬頭,不銹鋼復合管出口難度增大等因素也都影響2017年行業發展。 有專家認為,再過5年或者10年,市場,不銹鋼復合管欄桿所占份額還會,其競爭力將更強,其主要原因就在于不銹鋼復合管欄桿無論外觀,還是內在質量都有優勢,但銷售價格卻只有普通不銹鋼護欄的三分之一,甚至更低。



焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
