



想知道【珩磨管值得買】產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:【珩磨管值得買】的圖文介紹
誠信與敬業為立足 云南文山研磨管市場之根本,技術與質量為引導 云南文山研磨管市場之前提,服務與指導為鞏固 云南文山研磨管市場之關鍵,九冶管業有限公司人以用戶利益為己任,服務于社會。

首先,應判明珩磨管的工作條件和外圍環境是否正常;同時還需要弄清楚故障的性質,是設備機械部分或電器控制部分故障,還是珩磨管本身的故障?另外,還需檢查清楚珩磨管各種條件是否符合正常運行的要求。其次是根據珩磨管故障現象和特征,確定與該故障有關的區域,從而逐步縮小發生故障的范圍,檢測此區域內的元件情況。為避免盲目性,必須根據系統基本原理,進行綜合分析、邏輯判斷,終找出珩磨管故障部位。由于珩磨管故障診斷是建立在運行記錄及某些系統參數基礎之上的,所以建立系統運行記錄是非常關鍵的;而且具備一定檢測手段,也能對珩磨管故障做出準確的定量分析。


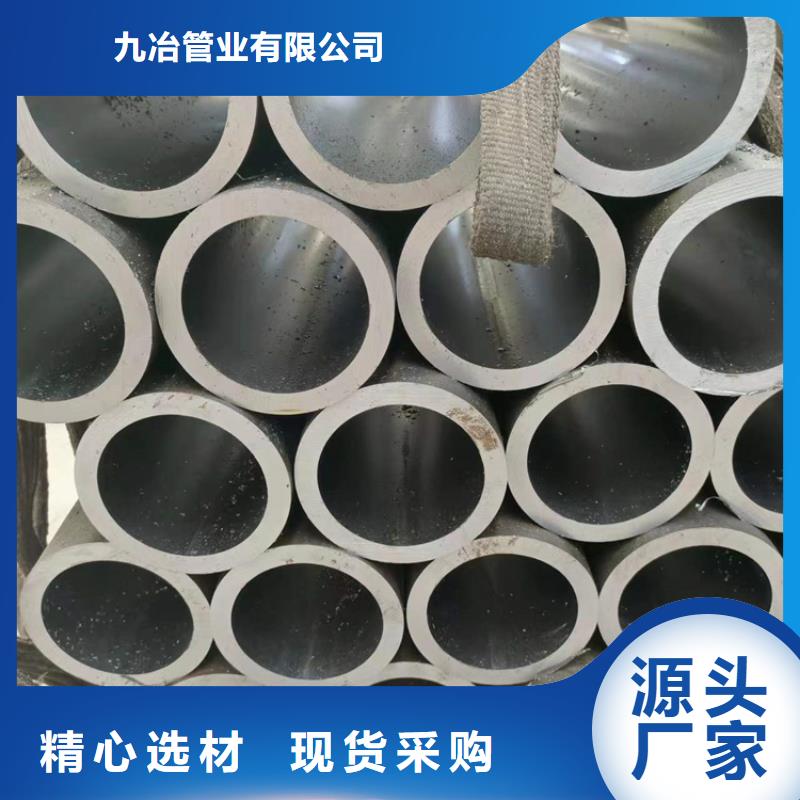
但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。



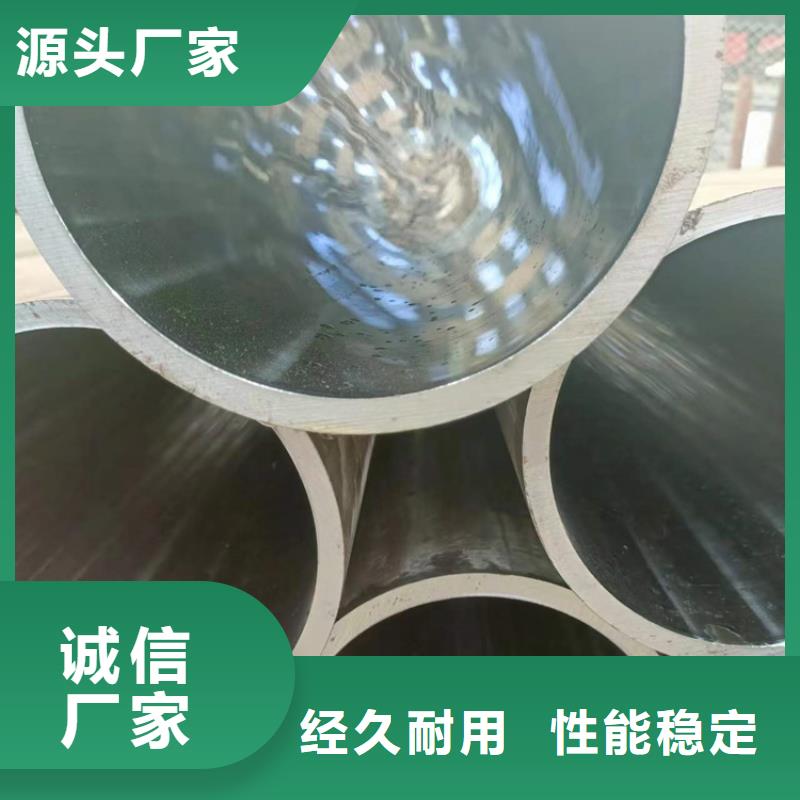
冷拔絎磨管 工藝流程冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。什么是冷拔絎磨管?熱軋鋼管用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。珩磨管主要應用于工程、冶金、塑料、礦山、筑路、紡織等行業。珩磨管的加工形式主要有冷軋、冷拔和珩磨通常有三種類型。今天小編主要給大家來介紹一下珩磨管與拋光管的區別。



