

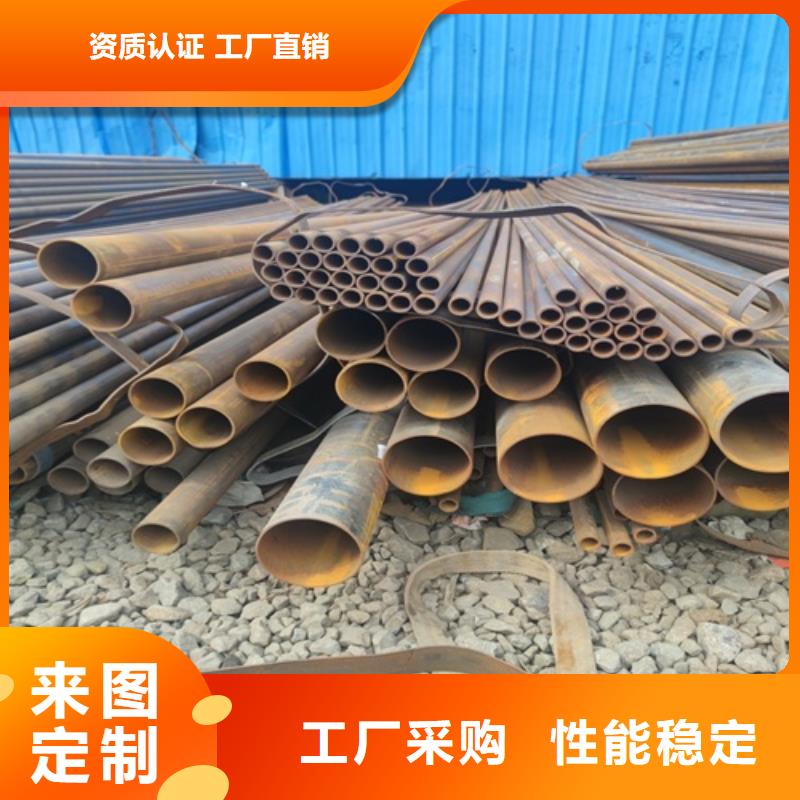
鵬鑫鋼鐵 文山Q345焊管現(xiàn)貨充足
Q345C焊管詳解:按制造方法分為熱軋(擠、擴(kuò))鋼管,冷拔,精軋等。交貨狀態(tài):鋼管經(jīng)熱處理并酸洗交貨,凡經(jīng)過整體磨、鏜或經(jīng)保護(hù)氣氛熱處理的鋼管以及供機(jī)械加工用的鋼管可不經(jīng)酸洗交貨(在合同中注明) 1、 液壓試驗(yàn):鋼管應(yīng)逐漸進(jìn)行液壓試驗(yàn),不得出現(xiàn)滲透。公式計(jì)算公式:P=2SR/D P—試驗(yàn)壓力(Mpa) S---鋼管公稱壁厚(mm) D—鋼管公稱外徑(mm) R—允許應(yīng)力 2、壓扁試驗(yàn):外徑大于22mm并且壁厚小于10mm的鋼管進(jìn)行壓扁試驗(yàn),公式為:H=(1+a)S/a+S/D H—平面距離 S---鋼管的公稱壁厚 D---鋼管的公稱外徑 a—單位長度變形系數(shù)為0.08,當(dāng)S/D大于等于1.25時(shí)為0.07,壓扁試驗(yàn)不得有裂縫和裂口。 3、卷邊試驗(yàn):卷邊寬度不得小于公稱內(nèi)徑的12%,也不得小于公稱壁厚的1.5倍,卷邊角為90度,卷邊后式樣卷邊處不得出現(xiàn)裂縫和裂口。 4、彎曲試驗(yàn):外徑小于等于22mm的鋼管應(yīng)進(jìn)行彎曲試驗(yàn),彎曲角度為90度,彎心半徑為鋼管外徑的6倍,彎曲處不得出現(xiàn)裂縫和裂口, 5、擴(kuò)口試驗(yàn):壁厚小于8mm的鋼管可進(jìn)行擴(kuò)口試驗(yàn),頂心錐度為30度,45度,60度中的一種,擴(kuò)口后試樣上不得出現(xiàn)裂縫和裂口。
貨充足")
貨充足") 文山Q345焊管現(xiàn)貨充足
文山Q345焊管現(xiàn)貨充足
焊管高頻焊接方法 焊管采用這種焊接方法時(shí),接觸頭可設(shè)置在離會合點(diǎn)不同距離上。管坯運(yùn)動(dòng)時(shí),接觸頭可沿待焊邊上面或下面滑動(dòng)。接觸頭從上面放置在待焊邊上的方案用得*廣,因?yàn)椴捎眠@種方案可以使焊接裝置結(jié)構(gòu)簡單可靠。焊管高頻焊接主要是利用高頻電流的趨膚效應(yīng)和鄰近效應(yīng),使電流高度集中在待焊邊上,從而能在百分之一秒時(shí)間內(nèi)將其加熱到焊接溫度1230℃左右,然后在擠壓輥的作用下進(jìn)行壓力焊接。 焊管高頻焊接方法,根據(jù)向被焊件饋電方式不同,可分為傳導(dǎo)饋電和感應(yīng)饋電兩種。采用傳導(dǎo)饋電焊接時(shí),借助于兩個(gè)接觸頭2和3把高頻電流傳到管坯1上。焊接電流沿管坯坡口兩側(cè)流過,并通過擠壓輥5附近的坡口兩側(cè)會合點(diǎn)形成回路。在管坯兩側(cè)坡口上的電流方向是相反的,因此,鄰近效應(yīng)使電流集中于坡口的表面, 電流頻率越高,電流就越集中于其表面。阻抗器4提高了坡口加熱的集中程度,因?yàn)樗龃罅穗娏鳝h(huán)繞管坯流過的感抗。 現(xiàn)在的焊管焊接技術(shù)已經(jīng)時(shí)發(fā)展的非常純熟,開始慢慢的擺脫之前的老套,逐漸采用全新的技術(shù),并且嚴(yán)格保證了焊縫技術(shù)的優(yōu)越性。未來的鋼材市場,科技市場中國必將走在前沿。
貨充足")
貨充足")
貨充足") 文山Q345焊管現(xiàn)貨充足
文山Q345焊管現(xiàn)貨充足