您的位置>首頁 >文山當地產品頻道 >
薄壁氣缸管生產廠
更新時間: 2025-01-10 23:45:42 瀏覽次數:3
以下是:薄壁氣缸管生產廠的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:薄壁氣缸管生產廠的圖文視頻
導讀 今年在云南省文山市購買薄壁氣缸管生產廠有了新選擇,安達液壓機械有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的薄壁氣缸管生產廠產品。如需購買或咨詢,請隨時聯系我們,聯系人:高經理-17706353138,QQ:3573482096,地址:聊城遼河路燕山路交叉口南500米東首發貨到云南省 文山市 硯山縣、西疇縣、麻栗坡縣、馬關縣、丘北縣、廣南縣、富寧縣。 云南省,文山壯族苗族自治州 文山壯族苗族自治州,云南省下轄的民族自治州,位于中國西南邊陲的云南省東南部,東與廣西百色市接壤,南與越南社會主義共和國接界,西與紅河哈尼族彝族自治州毗鄰,北與曲靖市相連。土地總面積31456平方千米。
文山薄壁氣缸管生產廠
<文山>九冶管業有限公司
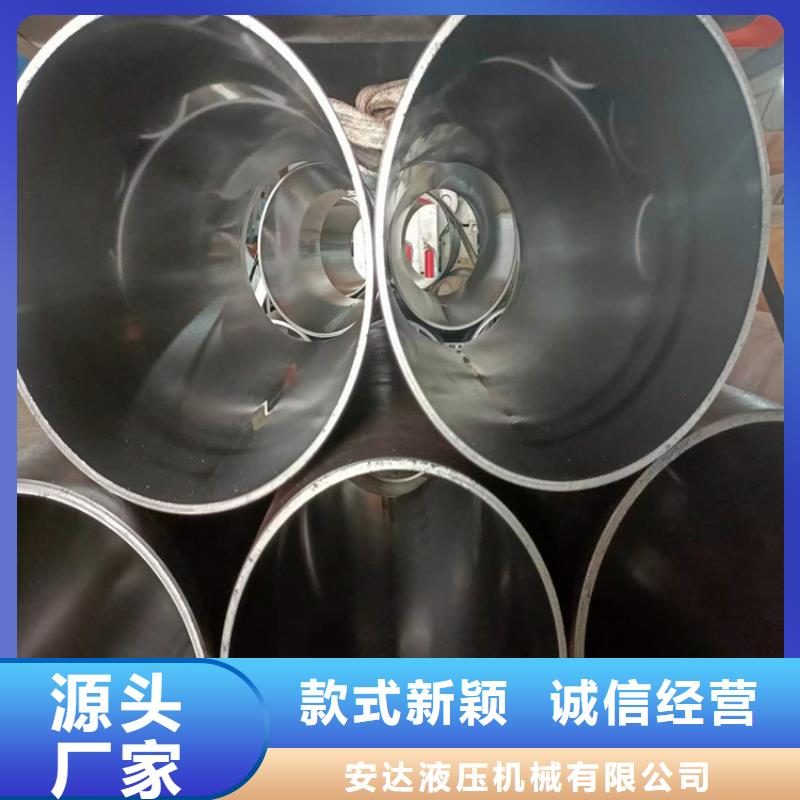
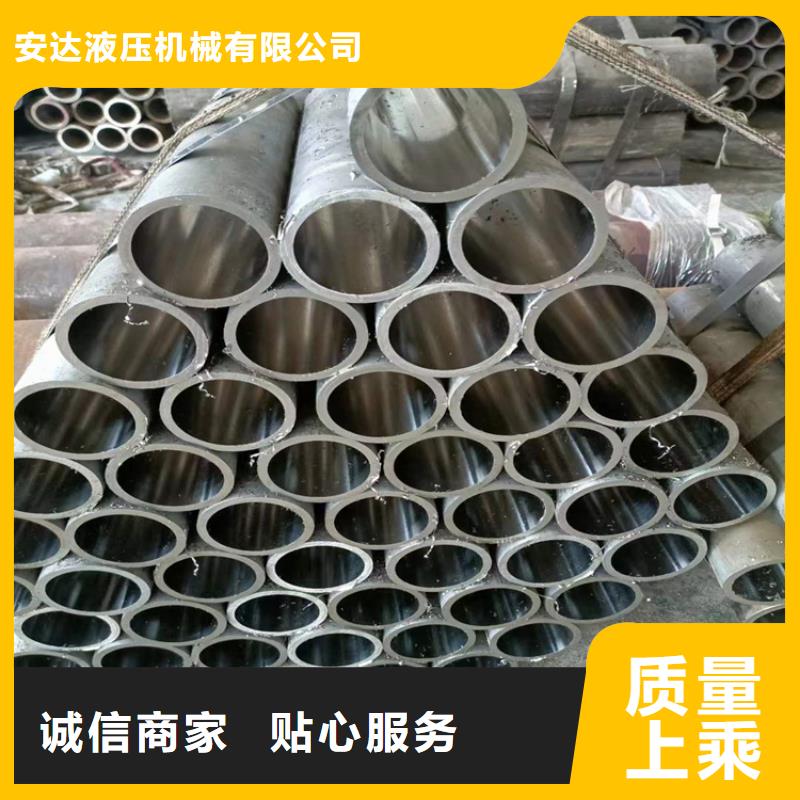
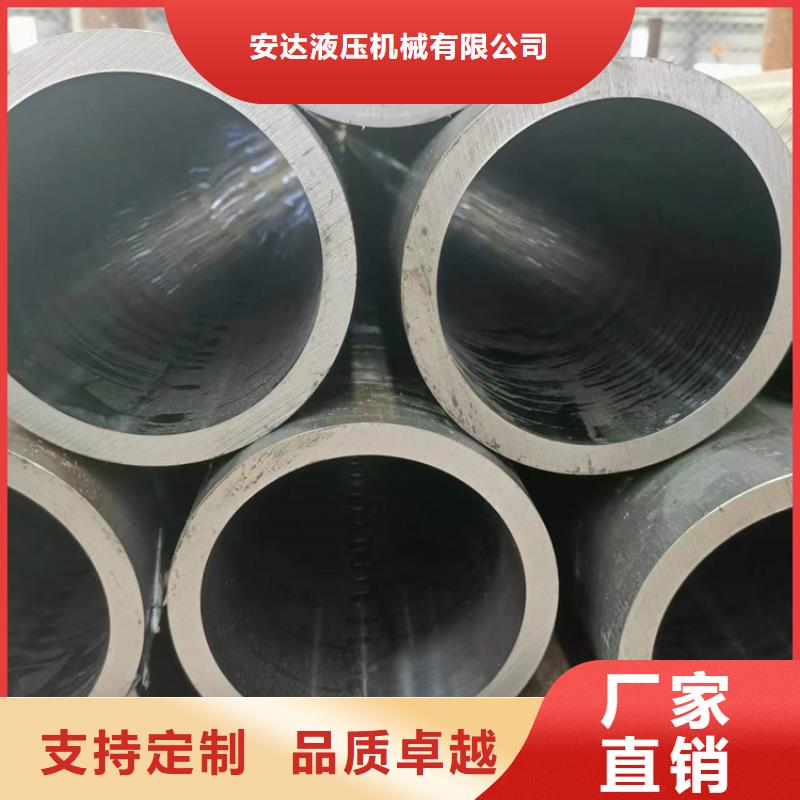
在多點上測定軋制后的鋼管圓周方向上的壁厚,絎磨管根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。一般高壓合金管用普通碳素鋼、優質碳素鋼、普通低合金鋼和合金結構鋼制造,用于制作輸送液體管道或制作結構、零件用。高精密珩磨管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高精密珩磨管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進接頭處,是保護接頭處與高精密珩磨管的脆弱處也可避免收管時成90度或180度的折損,而產生使用時容易爆管或漏劑之情形。

jiuye

無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。45#絎磨管表面熱處理具體定義 ,
<文山>九冶管業有限公司
文山薄壁氣缸管生產廠
總結 安達液壓機械有限公司【17706353138】在云南省文山市本地專業從事薄壁氣缸管生產廠,價格低,發貨快,效果好 ([城市群])可送貨上門。