



云海旭金屬材料有限公司
套筒-放心")
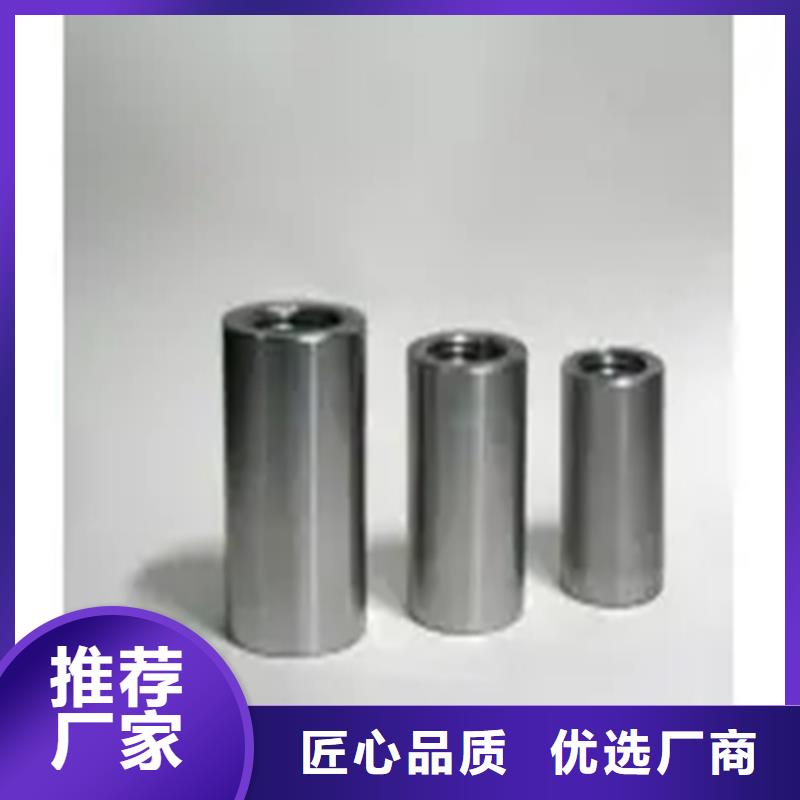
鋼筋套筒直螺紋套筒的應用是非常多的,在工業生產設備中,是比較重要的零部件。那么,直螺紋套筒的連接要求都有什么?具體是怎么來操作的,由小編來為您講解直螺紋套筒的技術操作要求是怎么流程?直螺紋套筒操作要點:1、鋼筋下料要求端部平整,不得有馬蹄形或撓曲,不得用氣割下料,可現場用砂輪鋸或無齒鋸下料。2、加工鋼筋螺紋時,應采用水溶性切削潤滑液;不得用機油潤滑液或不加潤滑液套絲。3、自檢合格的絲頭,應由質檢員隨機抽樣進行檢驗,以一個工作班加工的絲頭為一個驗收批,隨機抽檢10%,當合格率小于95%時,應加倍抽檢,復檢中合格率仍小于95%時,應對全部絲頭進行逐個檢驗。合格者方可使用。4、加工的鋼筋絲頭的直徑和長度應用螺紋量規檢查,已檢驗合格的絲頭,應戴上保護帽加以保護。標準型接頭的絲頭有效螺紋長度應不小于1/2連接套筒長度,且允許誤差為+2P。5、鋼筋規格與連接套筒的規格一致,鋼筋螺紋的型式、螺距、螺紋外經應與連接套筒匹配。并確保鋼筋連接套筒的絲扣干凈、完好無損。6、連接鋼筋時應對準軸線將鋼筋擰入連接套筒,接頭拼接完成后,應使兩個絲頭在套筒中央位置互相頂緊,兩端外露絲扣不超過2個完整絲扣。7、為了防止接頭漏擰,每個接頭擰緊之后,一定要在接頭上做紅漆標記,不合格的做白色標記以便檢查。8、接頭擰緊需要采用力矩扳手,力矩值要求滿足規范要求值。
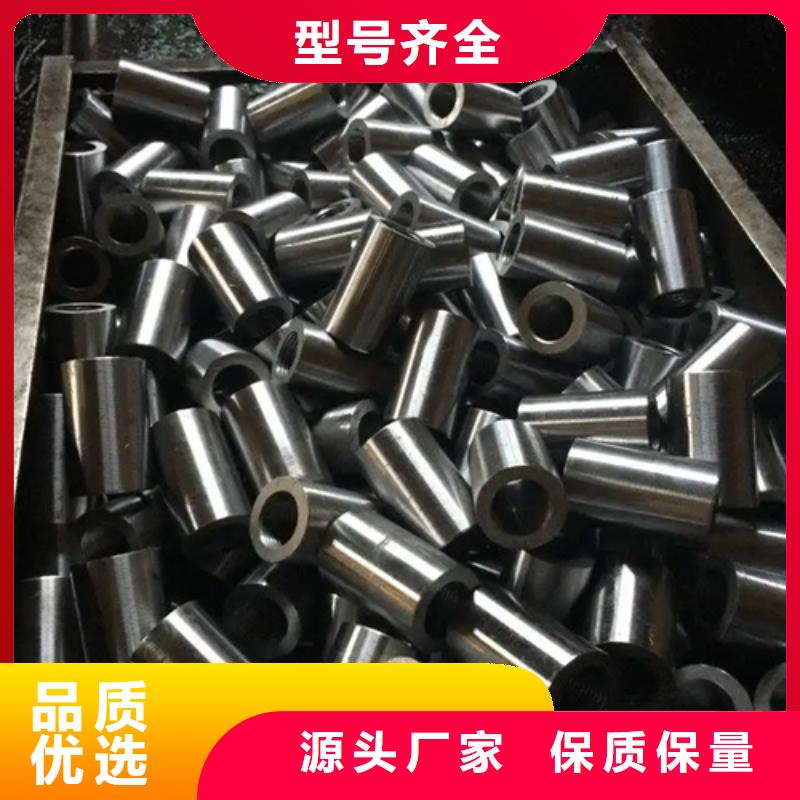
鋼筋直螺紋套筒連接是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產生塑性變形并形成螺紋,再用與其螺紋相應的內螺紋套筒將兩根鋼筋套筒連接到一起的機械連接方法。供貨時要同時提供相應接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應注意:①檢驗報告中要詳細記載接頭試件基本參數;②檢驗報告不得超過4年;③僅標準型接頭需要做型式檢驗報告;④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
套筒-放心")
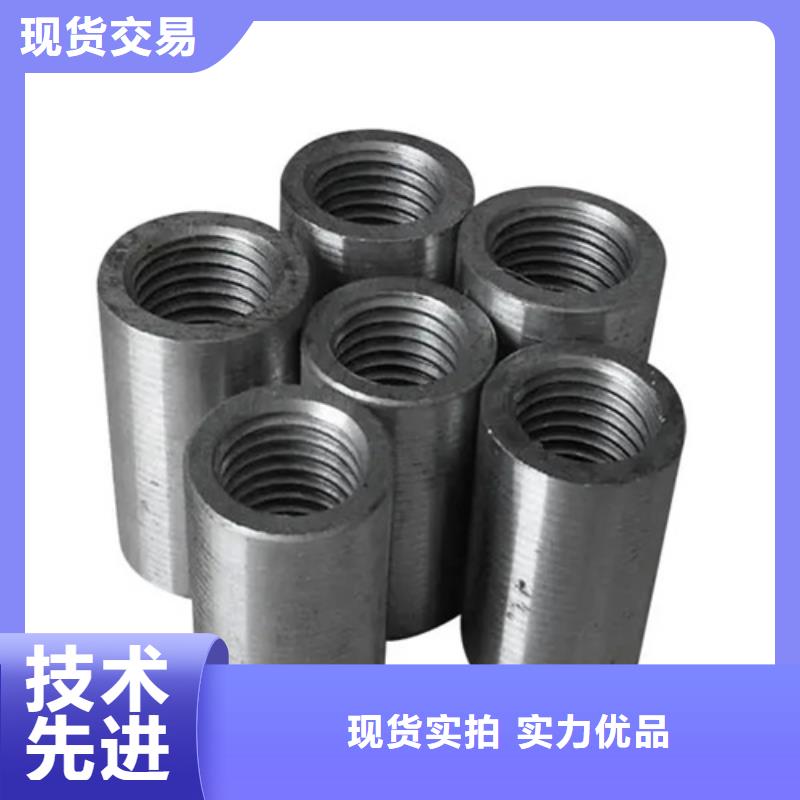
Ⅲ型連接(加鎖母型接頭)用于鋼筋完全不能轉動,如彎折鋼筋以及橋梁,灌注樁等鋼筋籠的相互對接。將鎖母和鋼筋連接套筒預先擰入加長螺紋,再擰入另一根鋼筋端頭螺紋,用鎖母鎖定連接套筒。可選用標準或擴口型連接套筒加鎖母24Ⅳ型連接(正反絲扣型連接)用于鋼筋完全不能轉動而要求調節鋼筋內力的的場合,如施工縫、后澆帶等。連接套筒帶正反絲扣,可在一個旋合方向中松開或擰緊二根鋼筋,應先用帶正反絲扣的鋼筋連接套。鋼筋套筒廣泛應用于建筑施工領域,主要用于各種鋼筋混凝土結構的鋼筋的連接工作。鋼筋剝肋滾軋直螺紋連接是另外一種鋼筋連接方式具體是指將待連接鋼筋端部的縱肋和橫肋用切削的方法剝掉一部分然后直接滾軋成普通直螺紋用特制的直螺紋套筒(也即鋼筋連接套筒)連接起來形成鋼筋的連接。
套筒-放心")
套筒-放心")
套筒-放心")
