

更新時間:2025-01-28 05:43:24 瀏覽次數:4 公司名稱:聊城 鵬鑫鋼鐵有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 10000噸 |
| 運費說明 | 電議 |
| 最小起訂 | 0 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | L245、L290、L360等 |
| 產品品牌 | 鵬鑫 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品顏色 | 黑色 |
| 適用領域 | 用于石油、天然氣工業中的氣、水、油輸送等 |
| 是否進口 | 否 |

<濰坊>鵬鑫鋼鐵
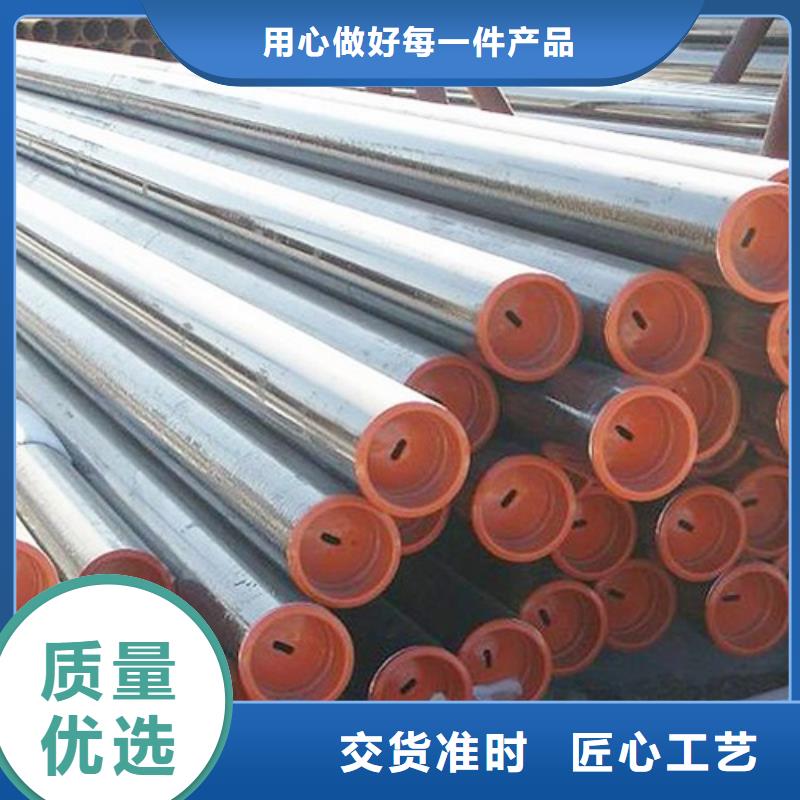
 濰坊L245N管線管現貨直供
濰坊L245N管線管現貨直供
管線管的焊接質量如何確保 管線管在電焊焊接時的保障機制,重要有五個方面。保證了這五個方面,那麼管線管的品質還可以得到保證了。 一、人的關鍵點是電焊焊接的控制重要。因此,在電焊前,應選擇專業性熟練、有著電焊工證的焊工,進行必要的專業技能培訓、技術交底。并不能隨意拆卸,保證電焊焊接該管道焊工工作員相對穩定。 二、是焊材的控制,保證購買的是正規交易平臺的焊材,有質保書、合格證,符合制作工藝要求;焊條頭回收控制苛刻,以保證注入、需求量;焊材要苛刻按制作工藝烘烤,并一次發放不超過半天需求量。 三、就是悍機,悍機須保證特點可靠、符合制作工藝務必;悍機盡量有計量檢測合格的電總流量、電流計,以保證焊接工藝的適當實行。電焊焊接電纜不能過長,較長時要調整電焊焊接基本參數。 四、是焊接工藝方法,保證鍍鋅管與眾不同操作流程的苛刻實行,焊接工藝進行電焊焊接前焊接檢查,激光焊接加工加工工藝基本參數、具體操作方法控制,焊后外觀品質檢查,必不可少時提高焊后檢測技術。控制電焊焊接等級、每智能道閘的焊材需求量。 五、就是電焊焊接地理環境控制,保證電焊焊接時的環境溫度、空氣相對濕度、風速符合制作工藝要求。



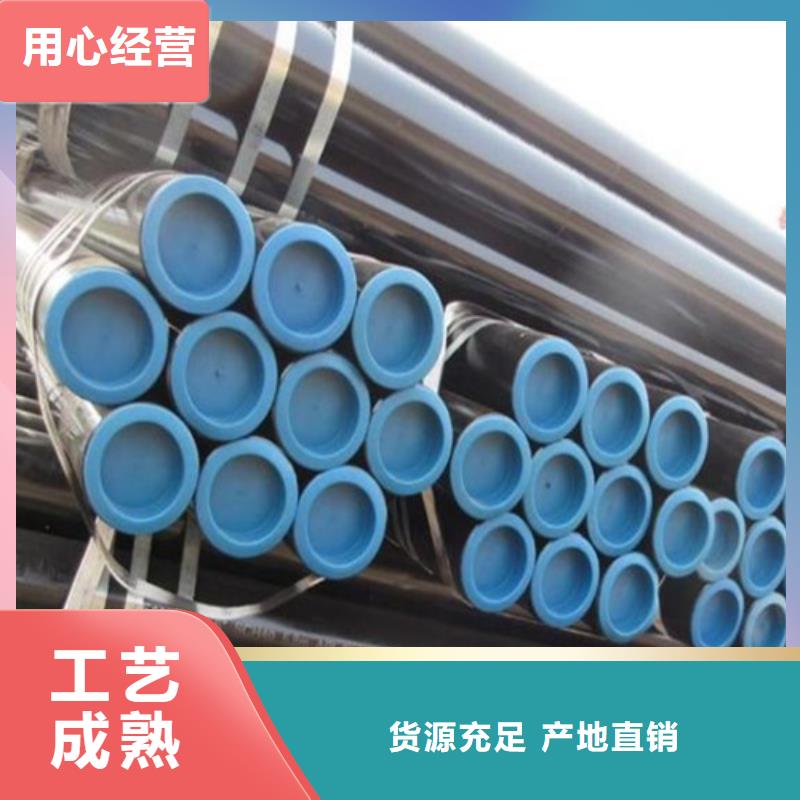
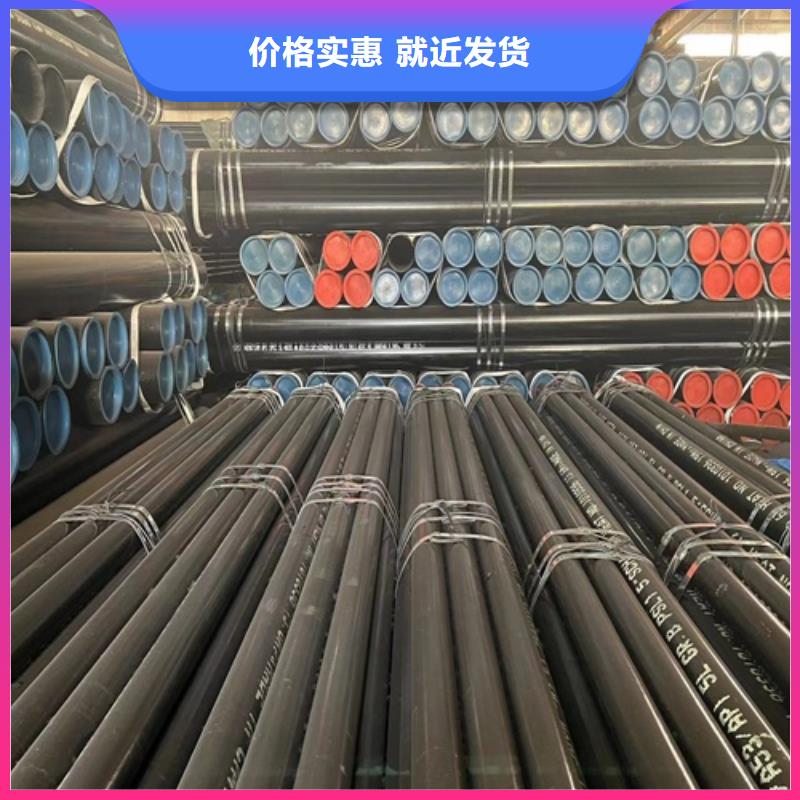
管線管焊接性質 管線管電焊焊接前焊接處盡量拋光處理 盡量把電焊焊接處的熱鍍鋅層拋光處理掉,要不然會導致氣泡、沙孔、假焊等。還會繼續使焊接變脆,彎曲剛度減少。 管線管電焊焊接特點分析 管線管一般是在低碳鋼外鍍一層鋅,熱鍍鋅層一般在20um厚。鋅的熔點在419°C,溶點908°C左右。在電焊焊接中,鋅熔化成液態浮在熔池表面或在焊接根部位置。鋅在鐵中具有非常大固質量摩爾濃度,鋅液態會沿位錯多方面浸蝕焊接金屬材質,低熔點鋅造成“液態金屬材質脆裂”。 此外,鋅與鐵可造成金屬材質間延展性化合物,這類延展性相使焊接金屬材質塑性形變降低,在拉應力場作用下而導致裂縫。 倘若電焊焊接角焊縫,尤其是在是T形聯接頭的角焊縫很容易導致通過裂縫。管線管電焊焊接時,焊縫表面及邊緣處的鋅層,在電孤熱作用下,導致氧化、融化、蒸發以至揮傳來奶白色煙塵和蒸汽,很容易導致焊接出排氣口。 由于氧化而發生的ZnO,其熔點較高,約1800°C上下,若在電焊焊接整個過程中基本參數偏小,將導致ZnO焊疤,此外。由于Zn變為除氧劑。導致FeO-MnO或FeO-MnO-SiO2低熔點氫氧化物焊疤。其次,由于鋅的蒸發,揮傳來許多的奶白色煙塵,對人體有刺激、危害作用,因此,盡量把電焊焊接處的熱鍍鋅層拋光處理處理掉。

