您的位置>首頁 >濰坊本地產品動態 >
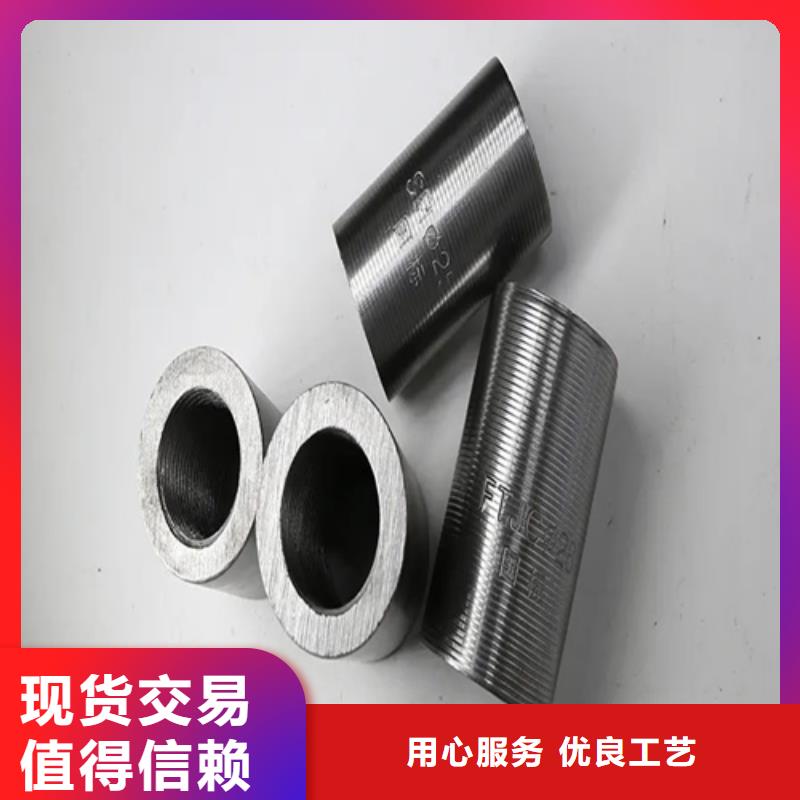
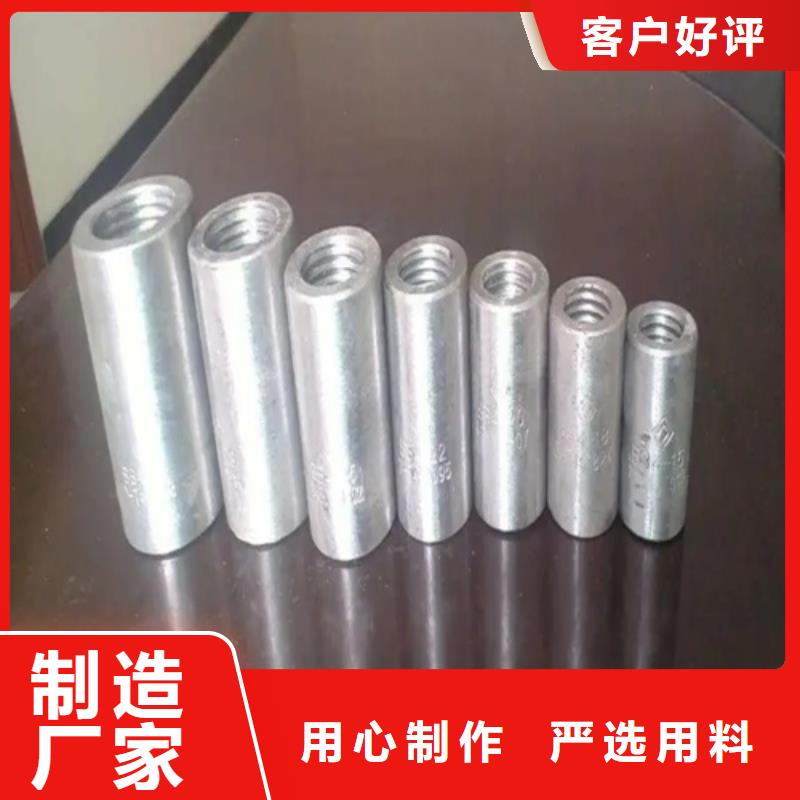
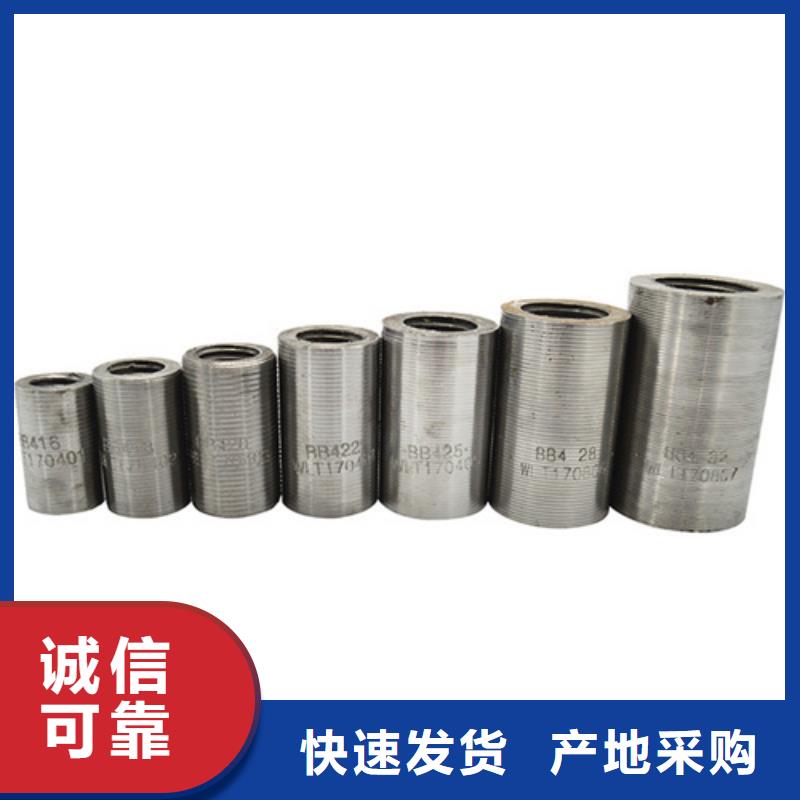
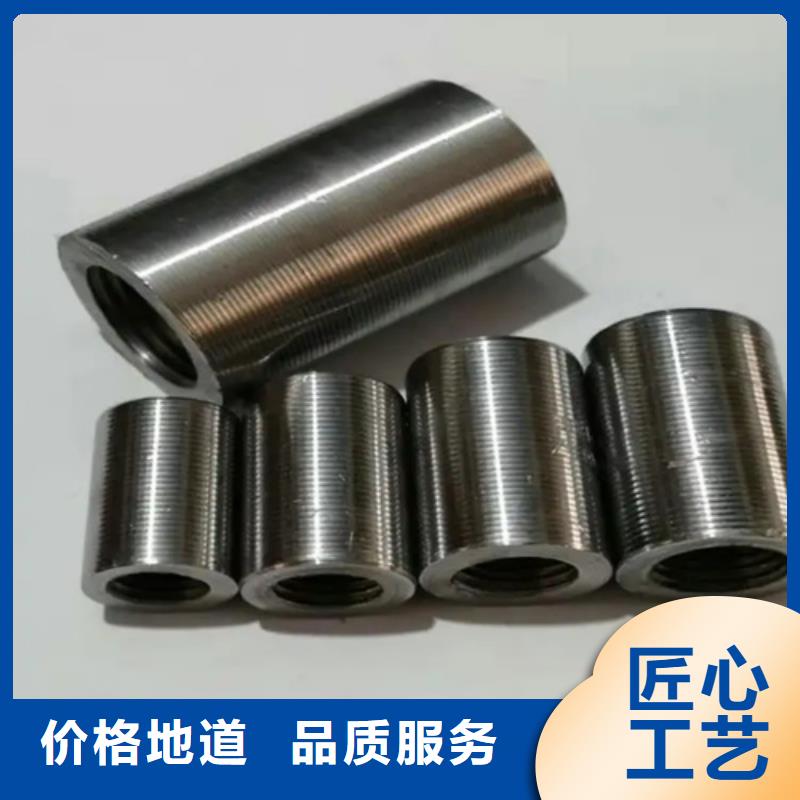
庫存充足的鋼筋連接套筒批發商
更新時間: 2025-01-26 13:28:04 瀏覽次數:3
以下是:庫存充足的鋼筋連接套筒批發商的產品參數
| 產品參數 |
|---|
| 產品價格 | 1元/個 |
|---|
| 發貨期限 | 1-7 |
|---|
| 供貨總量 | 50000 |
|---|
| 運費說明 | 電聯 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 齊全 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
以下是:庫存充足的鋼筋連接套筒批發商的圖文視頻
導讀 庫存充足的鋼筋連接套筒批發商,云海旭金屬材料有限公司為您提供庫存充足的鋼筋連接套筒批發商,聯系人:馬經理,電話:0527-88266888、0527-88266888,QQ:0527-88266888,請聯系云海旭金屬材料有限公司,發貨地:經濟開發區嶗山路1號發貨到山東省 濰坊市 濰城區、寒亭區、坊子區、奎文區、臨朐縣、昌樂縣、青州市、諸城市、壽光市、安丘市、高密市、昌邑市。 山東省,濰坊市 1949年6月,濰坊特別市改稱濰坊市。濰坊市是國務院批復確定的山東半島城市群區域中心城市,作為東夷文化核心、齊文化腹地、兩漢經學重鎮、南北朝佛教文化的東方熱土和明清時期海岱間的文學中心,明清是有名手工業城市,清乾隆年間便有“南蘇州、北濰縣”之稱,開埠后作為膠濟鐵路線上的中心點,帶動了近代民族工商企業的崛起,后成為沿海開放城市。濰坊市是衛生城市、園林城市、節水型城市、食品示范城市、國際和平城市、全國文明城市、全國科技進步先進城市、全國雙擁模范城市、中國旅游城市、中國特色魅力城市、中國幸福感城市、中國外貿百強城市、中國活力百強城市,獲中國人居環境獎。境內有沂山、青州古城等景點。
<濰坊>云海旭金屬材料有限公司

鋼筋套筒直螺紋套筒安裝步驟鋼筋直螺紋套筒在使用的時候一定要注意安裝的事項,這樣可以避免一些不必要的技術問題,從而影響鋼筋直螺紋套筒的質量問題。1、鋼筋就位:將絲頭檢驗合格的鋼筋搬運至施工現場待連接。2、接頭擰緊:使用鋼筋直螺紋套筒工作扳手將連接套筒擰緊。3、作標記:對已經擰緊的套筒作標記,與未擰緊的套筒區分開。4、施工檢驗:對施工完的接頭進行的質量檢驗。5、綁扎其它鋼筋。鋼筋接頭加工是需要十分嚴謹的步驟要求,我們可以經過比較其他加工技術而言,鋼筋接頭的技術步驟是十分嚴謹的。
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。

鋼筋套筒接頭在使用的時候,有些注意事項是該引起我們的注意的,同時它所涉及的相關技術信息也是相當廣泛的。1.將鋼筋待連接部分剝肋滾壓成螺紋,利用連接套筒進行連接,使鋼筋絲頭與連接套筒連接為一體,實現等強度連接。2.鋼筋端面平頭讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機或其他專用切斷設備,嚴禁氣割。3.用鋼筋剝肋滾壓直螺紋機將待連接鋼筋的端頭加工成螺紋,對加工的絲頭進行質量自檢。4.用專用的鋼筋絲頭保護帽或連接套筒保護鋼筋絲頭,防止螺紋被磕碰或被污染。對自檢合格的絲頭進行抽樣檢驗。按規格型號及類型進行分類碼放。5.鋼筋套筒該技術需要采用鋼筋剝肋滾壓直螺紋機、限位擋鐵、螺紋環規、力矩扳手及普通扳手以及砂輪切割機等機械工具。



總結 選購庫存充足的鋼筋連接套筒批發商來山東省濰坊市找云海旭金屬材料有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:馬經理-0527-88266888,{QQ:0527-88266888},地址:[經濟開發區嶗山路1號]。