


上善若水,厚德載物,面向未來(lái)的發(fā)展,精拉管業(yè)有限公司將一如既往的秉承和諧、拼搏、科學(xué)、創(chuàng)新的宗旨,通過(guò)進(jìn)一步強(qiáng)化規(guī)范管理、建設(shè)精英團(tuán)隊(duì)、培育文化、打造優(yōu)質(zhì)品牌,保證企業(yè)的持續(xù)、、高速發(fā)展。并在此過(guò)程中,為客戶提供多方位優(yōu)質(zhì) 貴州銅仁精拉無(wú)縫鋼管,對(duì)內(nèi)為員工創(chuàng)造良好的成長(zhǎng)平臺(tái)為己任,不斷為社會(huì)創(chuàng)造價(jià)值。
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
生產(chǎn)制造方法
按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
熱軋無(wú)縫管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。 經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無(wú)縫鋼管是較先進(jìn)的方法。
若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。
用途
無(wú)縫管用途很廣泛。一般用途的無(wú)縫管由普通碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。
根據(jù)用途不同分三類供應(yīng):a、按化學(xué)成分和機(jī)械性能供應(yīng);b、按機(jī)械性能供應(yīng);c、按水壓試驗(yàn)供應(yīng)。按a、b類供應(yīng)的鋼管,如用于承受液體壓力,也要進(jìn)行水壓試驗(yàn)。
專門用途的無(wú)縫管有鍋爐用無(wú)縫管、地質(zhì)用無(wú)縫管及石油用無(wú)縫管等多種。
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
在無(wú)縫鋼管的防腐層中,如果出現(xiàn)粉末和鋼管表面、粉末和膠粘劑、膠粘劑和聚乙烯等質(zhì)量問(wèn)題,將破壞無(wú)縫鋼管防腐層的完整性。此類防腐鋼管應(yīng)拒收。當(dāng)聚乙烯層減薄超過(guò)規(guī)范較小值時(shí),如果減薄點(diǎn)滿足可維修缺陷規(guī)范的要求,應(yīng)允許補(bǔ)片。或者收縮套可以修理。否則,如果可能的話,防腐層可以降解使用。規(guī)范允許范圍內(nèi)的氣泡缺陷、聚乙烯裂紋和機(jī)械損傷缺陷可用補(bǔ)片或收縮維修。僅用維修棒進(jìn)行維修應(yīng)限于對(duì)小缺陷的處理。
無(wú)縫鋼管防腐層邊緣翹曲是一個(gè)嚴(yán)重的質(zhì)量問(wèn)題,嚴(yán)重影響產(chǎn)品形象,導(dǎo)致防腐層報(bào)廢。部分翹曲邊緣可在出口樁處檢出,部分僅在管線現(xiàn)場(chǎng)可見,部分僅在管線施工現(xiàn)場(chǎng)可見。一旦出現(xiàn)問(wèn)題,不僅極難維修,而且很難,因?yàn)橛行﹩?wèn)題在暴露前需要潛伏很長(zhǎng)時(shí)間。因此,在生產(chǎn)過(guò)程中要防止和解決邊緣翹曲問(wèn)題。
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
在精密無(wú)縫鋼管焊接中,所采用的焊接速度也會(huì)直接影響到其的質(zhì)量。而且焊接速度和加熱制度、焊縫變形速度以及相互結(jié)晶速度有關(guān)。對(duì)于高頻焊管來(lái)說(shuō),通常焊接質(zhì)量會(huì)隨著焊接速度的加快而提高。由于其對(duì)于鋼管的焊接質(zhì)量會(huì)產(chǎn)生較大的影響,因而必須要注意到這一點(diǎn)。通常情況下,在不影響焊接質(zhì)量的情況下,開口角長(zhǎng)度應(yīng)把握不同規(guī)格,進(jìn)行調(diào)整。
在一些情況下,還需要選擇適合的磁棒。特別是在制作生產(chǎn)一些高頻類鋼管產(chǎn)品的時(shí)候,廣泛采用它作為增感元件,使電磁能更多地集中在管縫的焊合面上提高焊速。而且在產(chǎn)生過(guò)程中,要用水充分冷卻,以免因冷卻質(zhì)量不理想而導(dǎo)致磁棒斷裂,影響精密無(wú)縫鋼管的焊接質(zhì)量。
現(xiàn)在市面上生產(chǎn)的精密無(wú)縫管,大多數(shù)都是采用熱處理工藝制造而成的,前奏需要進(jìn)行真空退火,退火的溫度越低,則對(duì)于真空度的要求越高,在此過(guò)程中,需要經(jīng)過(guò)極為復(fù)雜的過(guò)程,相對(duì)而言,精密無(wú)縫管對(duì)于技術(shù)方面的要求要高出許多,所以,這種管道材料在質(zhì)量的方面才會(huì)具有如此顯著的優(yōu)勢(shì)。
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
種類
無(wú)縫鋼管按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
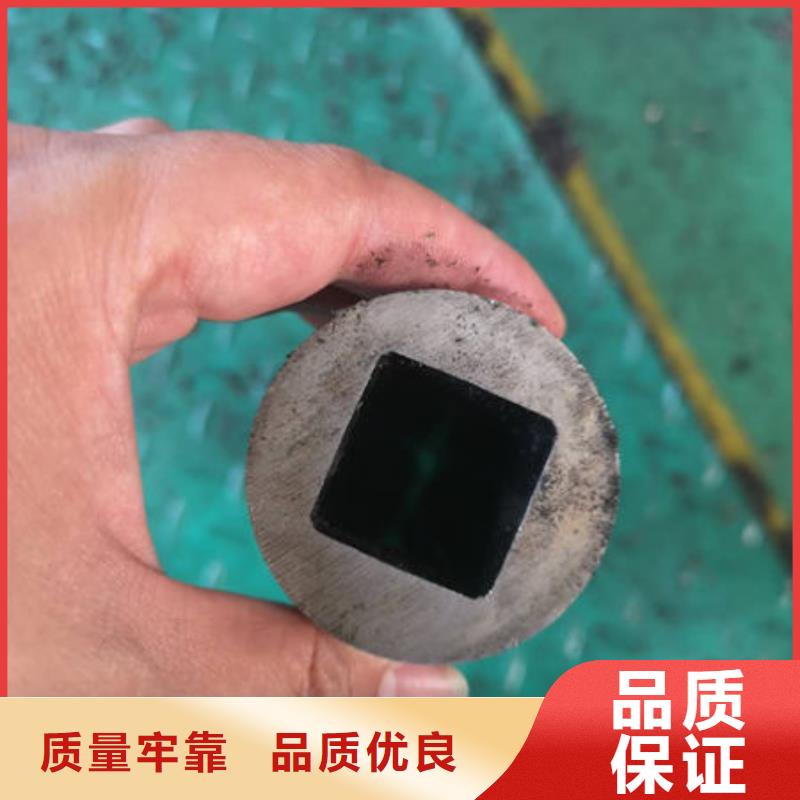
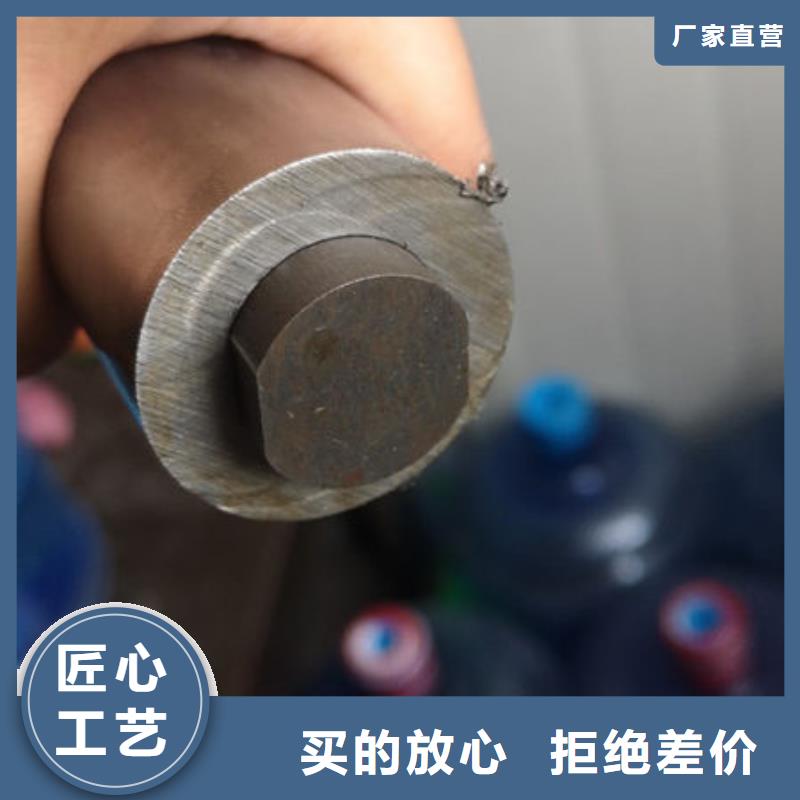
按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。
按材質(zhì)的不同,分為普通碳素結(jié)構(gòu)管、低合金結(jié)構(gòu)管、優(yōu)質(zhì)碳素結(jié)構(gòu)管、合金結(jié)構(gòu)管、不銹管等。
按專門用途分,有鍋爐管、地質(zhì)管、石油管等。
規(guī)格及外觀質(zhì)量
無(wú)縫管按GB/T8162-87規(guī)定
規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
縫鋼管流體鋼管就近發(fā)貨")
