
產(chǎn)品詳細(xì)介紹
以下是:
k9球墨鑄鐵管源頭供應(yīng)商的產(chǎn)品參數(shù)
導(dǎo)讀
k9球墨鑄鐵管源頭供應(yīng)商,鵬瑞管業(yè)有限公司為您提供
k9球墨鑄鐵管源頭供應(yīng)商的資訊,聯(lián)系人:喻經(jīng)理,電話:15206598805、15206598805,QQ:2451125113,發(fā)貨地:聊城匯通國際金屬工業(yè)園 鵬瑞管業(yè)發(fā)貨到安徽省 銅陵市 銅官山區(qū)、獅子山區(qū)。 安徽省,銅陵市 銅陵市,簡稱“銅”,別名銅都,古稱定陵、義安,安徽省轄地級市,是長江三角洲中心區(qū)城市,地處中國華東地區(qū),安徽省中南部、長江下游,介于東經(jīng)117°04’—118°09’、北緯30°38’—31°09’之間,東與蕪湖市接壤,南與池州市交界,西與安慶市毗鄰,北與合肥市相鄰。銅陵市總面積2991.87平方千米,轄3個市轄區(qū)、1個縣,市政府駐銅官區(qū)。截至2022年末,銅陵市常住人口130.1萬人,城鎮(zhèn)化率為66.5%。
商") 很多人都不熟悉消失模鑄造技術(shù),下面青島世紀(jì)球墨鑄鐵管業(yè)為您介紹:消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結(jié)組合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振動造型,在負(fù)壓下澆注,使模型氣化,液體金屬占據(jù)模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造有下列特點(diǎn):鑄件質(zhì)量好,成本低。材質(zhì)不限,大小皆宜;尺寸精度高,表面光潔,減少清理,節(jié)省機(jī)加;內(nèi)部缺陷大大減少,組織致密。可實現(xiàn)大規(guī)模、大批量生產(chǎn)。自動化流水線生環(huán)保。可以大大改善作業(yè)環(huán)境、降低勞動強(qiáng)度、減少能源消耗。消失模鑄造技術(shù)工藝服務(wù)主要內(nèi)容:一、負(fù)壓系統(tǒng)設(shè)計1、穩(wěn)壓罐、過濾罐、汽水分離罐; 2、真空泵選型;3、負(fù)壓控制二、根據(jù)用戶產(chǎn)品進(jìn)行專用砂箱設(shè)計,由用戶自行制造。三、1-3維震實臺設(shè)計1、根據(jù)用戶需要提供一定規(guī)模的設(shè)計圖2、震實臺基礎(chǔ)設(shè)計四、烘房設(shè)計五、新技術(shù)工藝規(guī)程及操作要點(diǎn)六、車間生產(chǎn)流程平面圖七、提供手工制模方法八、提供外購設(shè)備、配件、材料信息九、到現(xiàn)場技術(shù)服務(wù)、培訓(xùn)工人說明:新技術(shù)工藝全過程分兩大部分:⑴白區(qū)部分:1、0.2~0.5噸工業(yè)鍋爐 2、予發(fā)機(jī) 3、成型機(jī) 4、澆冒口切割平臺 5、模型組合6、模型涂覆及烘干⑵黑區(qū)部分1、負(fù)壓系統(tǒng) 2、震實臺 3、砂箱 4、砂處理系統(tǒng)消失模鑄造技術(shù)的工藝裝備投資可大可小,我方可根據(jù)用戶產(chǎn)品提供設(shè)計圖紙或派人協(xié)助,利用用戶原有條件,節(jié)省投資。
鵬瑞管業(yè)有限公司
銅陵
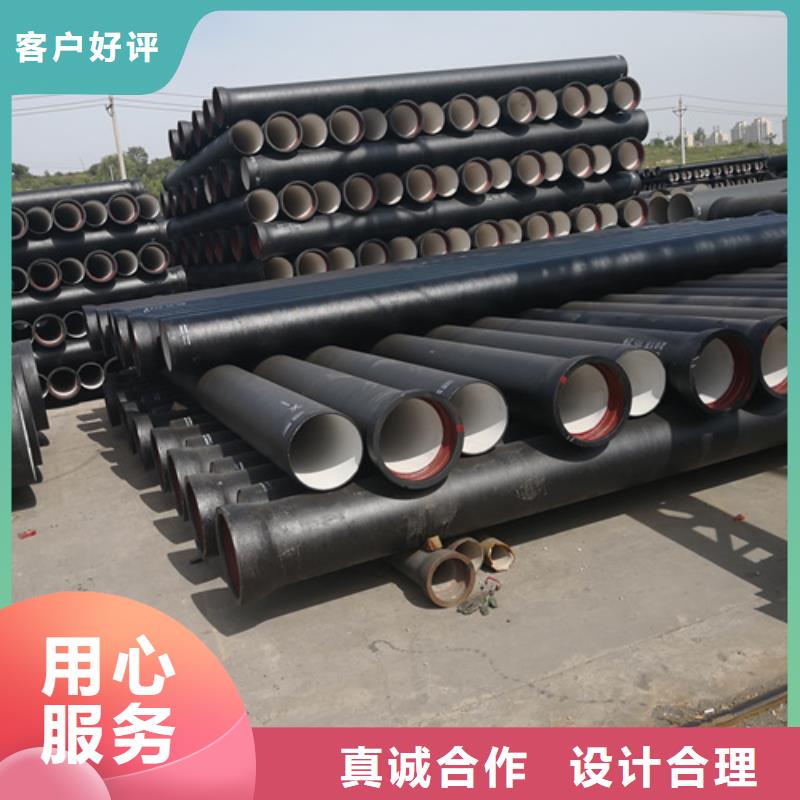
k9球墨鑄鐵管源頭供應(yīng)商
很多人都不熟悉消失模鑄造技術(shù),下面青島世紀(jì)球墨鑄鐵管業(yè)為您介紹:消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結(jié)組合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振動造型,在負(fù)壓下澆注,使模型氣化,液體金屬占據(jù)模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造有下列特點(diǎn):鑄件質(zhì)量好,成本低。材質(zhì)不限,大小皆宜;尺寸精度高,表面光潔,減少清理,節(jié)省機(jī)加;內(nèi)部缺陷大大減少,組織致密。可實現(xiàn)大規(guī)模、大批量生產(chǎn)。自動化流水線生環(huán)保。可以大大改善作業(yè)環(huán)境、降低勞動強(qiáng)度、減少能源消耗。消失模鑄造技術(shù)工藝服務(wù)主要內(nèi)容:一、負(fù)壓系統(tǒng)設(shè)計1、穩(wěn)壓罐、過濾罐、汽水分離罐; 2、真空泵選型;3、負(fù)壓控制二、根據(jù)用戶產(chǎn)品進(jìn)行專用砂箱設(shè)計,由用戶自行制造。三、1-3維震實臺設(shè)計1、根據(jù)用戶需要提供一定規(guī)模的設(shè)計圖2、震實臺基礎(chǔ)設(shè)計四、烘房設(shè)計五、新技術(shù)工藝規(guī)程及操作要點(diǎn)六、車間生產(chǎn)流程平面圖七、提供手工制模方法八、提供外購設(shè)備、配件、材料信息九、到現(xiàn)場技術(shù)服務(wù)、培訓(xùn)工人說明:新技術(shù)工藝全過程分兩大部分:⑴白區(qū)部分:1、0.2~0.5噸工業(yè)鍋爐 2、予發(fā)機(jī) 3、成型機(jī) 4、澆冒口切割平臺 5、模型組合6、模型涂覆及烘干⑵黑區(qū)部分1、負(fù)壓系統(tǒng) 2、震實臺 3、砂箱 4、砂處理系統(tǒng)消失模鑄造技術(shù)的工藝裝備投資可大可小,我方可根據(jù)用戶產(chǎn)品提供設(shè)計圖紙或派人協(xié)助,利用用戶原有條件,節(jié)省投資。
鵬瑞管業(yè)有限公司
銅陵
k9球墨鑄鐵管源頭供應(yīng)商
商") 球墨鑄鐵管選擇直接決定使用之后的使用情況如何,對于金屬管道一系列的選擇當(dāng)然要看具體的用途,很多類似于圓形自來水管的管道。在現(xiàn)在的生活中運(yùn)用還是比較廣泛,有的人用來做運(yùn)輸管道,但有的人卻將運(yùn)輸用的用在了其他地方,很少有見到實際生活中采用球墨鑄鐵管進(jìn)行運(yùn)輸?shù)那闆r。可見球墨鑄鐵管的用途并非在運(yùn)輸行業(yè)。球墨鑄鐵管只不過是對方形管道的一種簡單的稱謂,球墨鑄鐵管一般都是正方體形態(tài),通過特殊的金屬管道處理形成的。在對金屬材質(zhì)進(jìn)行升溫加熱之后所表現(xiàn)出來的一種形態(tài),如今在許多領(lǐng)域都有用到,球墨鑄鐵管種類多樣。不同的規(guī)格分別形成不同的東西,本不同的領(lǐng)域所運(yùn)用,包括球墨鑄鐵管機(jī)械制造,球墨鑄鐵管城市建設(shè)領(lǐng)域,建筑領(lǐng)域以及其他的一些需要球墨鑄鐵管的地方,而且對質(zhì)量等要求都特別高。球墨鑄鐵管本身中空,再加上球墨鑄鐵管管壁的特殊性,可薄可厚,針對不同的用途來選擇,管壁較薄的一種在加工的時候更加容易,當(dāng)然質(zhì)量問題也不用過多的關(guān)心。
球墨鑄鐵管選擇直接決定使用之后的使用情況如何,對于金屬管道一系列的選擇當(dāng)然要看具體的用途,很多類似于圓形自來水管的管道。在現(xiàn)在的生活中運(yùn)用還是比較廣泛,有的人用來做運(yùn)輸管道,但有的人卻將運(yùn)輸用的用在了其他地方,很少有見到實際生活中采用球墨鑄鐵管進(jìn)行運(yùn)輸?shù)那闆r。可見球墨鑄鐵管的用途并非在運(yùn)輸行業(yè)。球墨鑄鐵管只不過是對方形管道的一種簡單的稱謂,球墨鑄鐵管一般都是正方體形態(tài),通過特殊的金屬管道處理形成的。在對金屬材質(zhì)進(jìn)行升溫加熱之后所表現(xiàn)出來的一種形態(tài),如今在許多領(lǐng)域都有用到,球墨鑄鐵管種類多樣。不同的規(guī)格分別形成不同的東西,本不同的領(lǐng)域所運(yùn)用,包括球墨鑄鐵管機(jī)械制造,球墨鑄鐵管城市建設(shè)領(lǐng)域,建筑領(lǐng)域以及其他的一些需要球墨鑄鐵管的地方,而且對質(zhì)量等要求都特別高。球墨鑄鐵管本身中空,再加上球墨鑄鐵管管壁的特殊性,可薄可厚,針對不同的用途來選擇,管壁較薄的一種在加工的時候更加容易,當(dāng)然質(zhì)量問題也不用過多的關(guān)心。
商") 鵬瑞管業(yè)有限公司
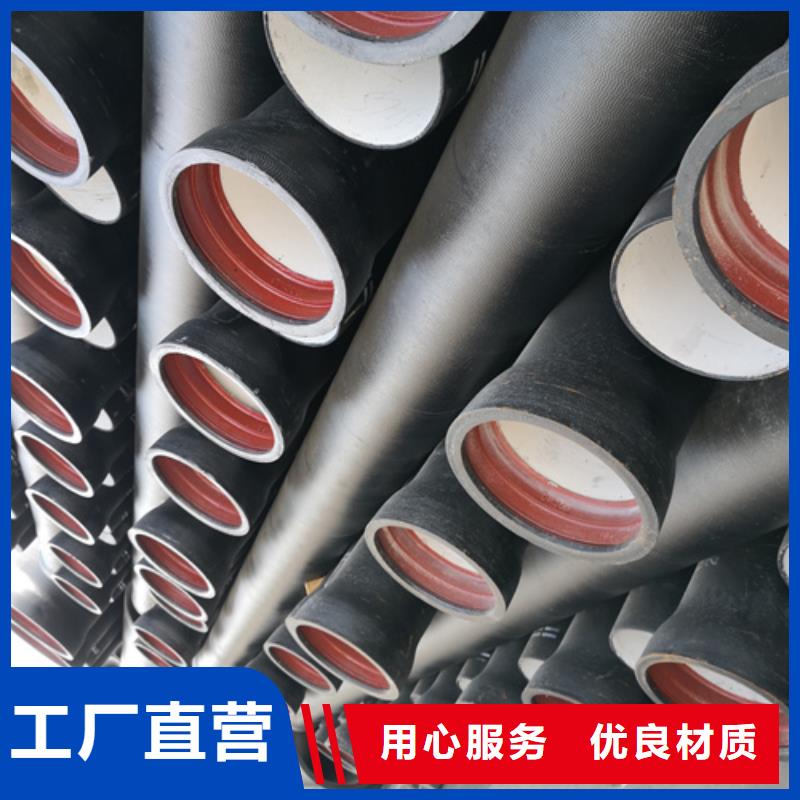
球墨鑄鐵管與其它管材相比,具有較高的抗內(nèi)力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運(yùn)行系數(shù)大等優(yōu)點(diǎn)。近年來,在鑄鐵材料市場上發(fā)展勢頭迅猛。 這種材質(zhì)生產(chǎn)中較易出現(xiàn)裂紋、重皮、夾渣三種質(zhì)量問題。裂紋產(chǎn)生與離心澆注過程產(chǎn)生,澆注制度不合理產(chǎn)生;重皮與澆注溫度、澆注轉(zhuǎn)速有關(guān);夾渣與金屬化學(xué)元素含量、扒渣處理有關(guān)。 和控制措施是: 1、改進(jìn)離心設(shè)備,有效裂紋 減少鐵液在高溫的停留時間,加強(qiáng)孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內(nèi)表面用量為20-30g/m2。控制好水冷金屬型離心機(jī)冶煉工藝參數(shù)。 離心機(jī)要防止流槽振動造成鐵液濺出現(xiàn)象,承口砂芯要安放合適,避免產(chǎn)生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應(yīng)控制在0.8-1.2%為宜。離心機(jī)機(jī)殼內(nèi)采用均勻布置圓弧形噴淋冷卻管,且分段設(shè)置,并避免各段的冷卻水相互影響。 2、優(yōu)化工藝參數(shù),減少管身重皮 合理控制澆注溫度和機(jī)身冷卻水進(jìn)出口溫度,縮短兩次澆鑄之間的間隔時間。控制機(jī)身冷卻水進(jìn)口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應(yīng)防止過高的澆鑄轉(zhuǎn)速,調(diào)整適宜的翻包速度和主機(jī)走速;確保管模的打點(diǎn)的深度為0.25-0.3mm、直徑為4-5mm、點(diǎn)與點(diǎn)邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產(chǎn)生,應(yīng)控制W(S)<0.02%;適當(dāng)提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強(qiáng)鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應(yīng)措施,球墨鑄鐵管的質(zhì)量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。
鵬瑞管業(yè)有限公司
球墨鑄鐵管與其它管材相比,具有較高的抗內(nèi)力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運(yùn)行系數(shù)大等優(yōu)點(diǎn)。近年來,在鑄鐵材料市場上發(fā)展勢頭迅猛。 這種材質(zhì)生產(chǎn)中較易出現(xiàn)裂紋、重皮、夾渣三種質(zhì)量問題。裂紋產(chǎn)生與離心澆注過程產(chǎn)生,澆注制度不合理產(chǎn)生;重皮與澆注溫度、澆注轉(zhuǎn)速有關(guān);夾渣與金屬化學(xué)元素含量、扒渣處理有關(guān)。 和控制措施是: 1、改進(jìn)離心設(shè)備,有效裂紋 減少鐵液在高溫的停留時間,加強(qiáng)孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內(nèi)表面用量為20-30g/m2。控制好水冷金屬型離心機(jī)冶煉工藝參數(shù)。 離心機(jī)要防止流槽振動造成鐵液濺出現(xiàn)象,承口砂芯要安放合適,避免產(chǎn)生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應(yīng)控制在0.8-1.2%為宜。離心機(jī)機(jī)殼內(nèi)采用均勻布置圓弧形噴淋冷卻管,且分段設(shè)置,并避免各段的冷卻水相互影響。 2、優(yōu)化工藝參數(shù),減少管身重皮 合理控制澆注溫度和機(jī)身冷卻水進(jìn)出口溫度,縮短兩次澆鑄之間的間隔時間。控制機(jī)身冷卻水進(jìn)口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應(yīng)防止過高的澆鑄轉(zhuǎn)速,調(diào)整適宜的翻包速度和主機(jī)走速;確保管模的打點(diǎn)的深度為0.25-0.3mm、直徑為4-5mm、點(diǎn)與點(diǎn)邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產(chǎn)生,應(yīng)控制W(S)<0.02%;適當(dāng)提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強(qiáng)鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應(yīng)措施,球墨鑄鐵管的質(zhì)量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。
點(diǎn)擊查看鵬瑞管業(yè)有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
總結(jié)
k9球墨鑄鐵管源頭供應(yīng)商,鵬瑞管業(yè)有限公司為您提供
k9球墨鑄鐵管源頭供應(yīng)商產(chǎn)品案例,聯(lián)系人:喻經(jīng)理,電話:15206598805、15206598805,QQ:2451125113,發(fā)貨地:匯通國際金屬工業(yè)園 鵬瑞管業(yè)。