






萬弗萊鋼有限公司始終堅持以用戶至上,質量至上,信譽至上,服務至上為經營方針,我們將以優良的 內蒙古通遼合金管產品和好的服務與各界朋友真誠合作,共圖發展,并且以優越的條件與貢獻社會的理念,竭誠歡迎廣大新老客戶來我公司視察,探討合作,我們將竭盡全力為您提供服務,攜手共進,共創輝煌!


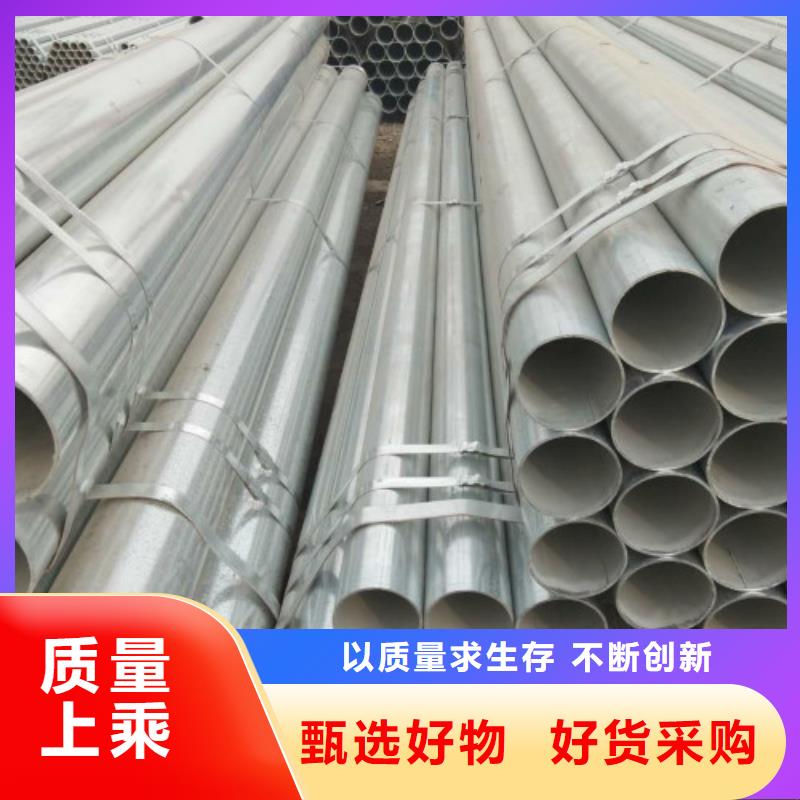
熱鍍鋅鋼管在各種維護鋼基體的涂鍍辦法中,熱浸鋅是十分的一種。它是在鋅呈液體的狀態下,經過了適當雜亂的物理、化學效果之后,在鋼鐵上不只鍍上較厚的純鋅層,并且還生成一種鋅一鐵合金層。這種鍍法,不只具有了電鍍鋅的耐腐蝕特色,并且因為具有鋅鐵合金層。還具有電鍍鋅所無法相比較的強耐蝕性。因而這種鍍法特別適用于各種強酸、堿霧氣等強腐蝕環境中。二、原理:熱鍍鋅層是鋅在高溫液態下,分三個過程構成的:1、鐵基外表被鋅液溶解構成鋅?鐵合金相層;2、合金層中的鋅離子進一步向基體分散構成鋅鐵互溶層;3、合金層外表包絡著鋅層。三、功能特色:(1)具有較厚的細密的純鋅層掩蓋在鋼鐵外表上,它可以防止鋼鐵基體與任何的腐蝕溶液的觸摸,維護鋼基體免受腐蝕。
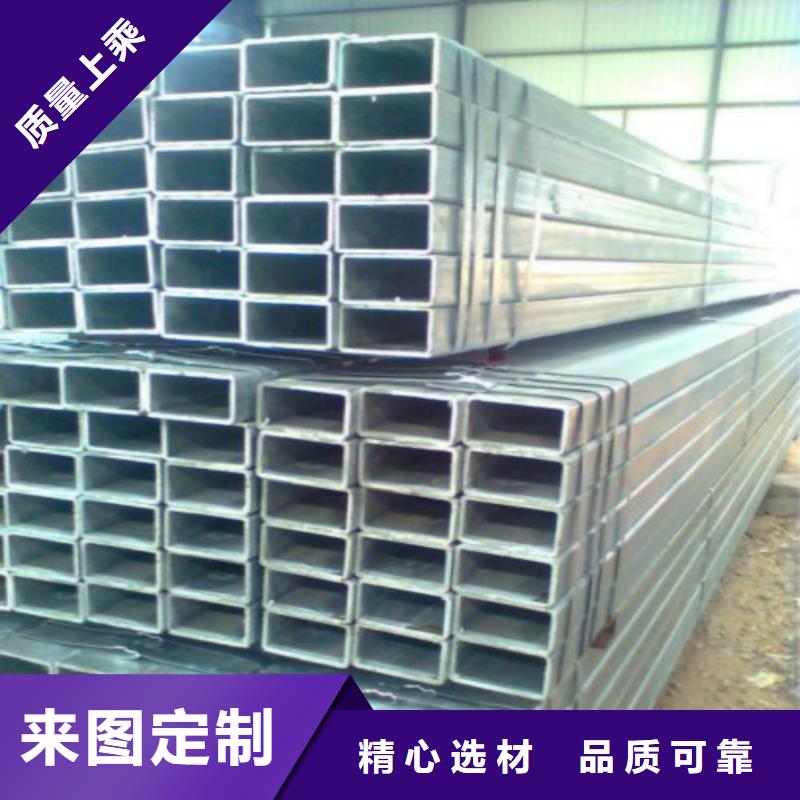
在進行彎管的時候,不能夠使用加熱的方式來將其彎曲,所使用的方法應當是采取冷卻的方式,而且彎曲的幅度不能過大。在絲口的接口之前,應當將其表面清理干凈,而且所使用的管件要達到相關的標準。在運輸的時候不能夠將其置于太陽下面暴曬,否則會對鋼塑復合管造成損害,存儲的溫度不能過高,要遠離熱源。中國了一系列措施控制8寸鍍鋅管產量調整變化,但由于地方政府考慮就業,金融和其他原因,這些措施收效甚。隨著日益嚴重的家庭陰霾無法維系,抑制中國鋼鐵和其他高污染產能過剩和環保標準的提高到了前所未有的強大。”,新的“環境保的嚴格實施將抑制中國鋼鐵企業在很大程度上,產能釋放,保護和改善環境為。長遠來看,這將形成對8寸鍍鋅管鋼價的走勢產生積極的影響。


管段試件長度約為1000 mm,用電火花檢漏儀對鋼管涂層在規定試驗電壓下進行檢查,涂層厚度不大于0.4mm,試驗電壓為1500 V,涂層厚度大于0.4 mm,試驗電壓為2000 V。檢查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符合5.6的規定。
彎曲試驗
DN≤50mm的涂覆鋼管進行彎曲試驗。管段試件長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進行彎曲。彎曲試驗時管內不帶填充物,焊縫位于彎曲主面的側面。
試驗后,從彎曲圓弧的中部將試件剖開,檢查內涂層,試驗結果應符合5.7的規定。
壓扁試驗
DN>50 mm的涂覆鋼管進行壓扁試驗。管段試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所示,將試件置于兩平板之間,在壓力試驗機上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時涂覆鋼管焊縫垂直于載荷施加方向。試驗后,檢查內涂層,試驗結果應符合5.8的規定。
壓扁試驗
沖擊試驗
從涂覆鋼管的任意位置切取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行沖擊試驗,觀察內涂層的損壞情況。試驗時,焊縫應在沖擊面相反的方向,試驗結果應符合5.9的規定。
表2 沖擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
沖擊試驗裝置
真空試驗
管段試件長度為(500±50) mm,使用適當的措施堵住管道進出口,從進口逐漸增加負壓至660 mm汞柱,保持1 min,試驗后檢查內涂層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±5) ℃,并恒溫1 h,然后取出自然冷至常溫。試驗后,取出試件并檢查內涂層(允許外觀顏色變深、發暗現象),試驗結果應符合5.11的規定。


