




內(nèi)蒙古通遼16mn絎磨管各種規(guī)格 <通遼>九冶管業(yè)有限公司
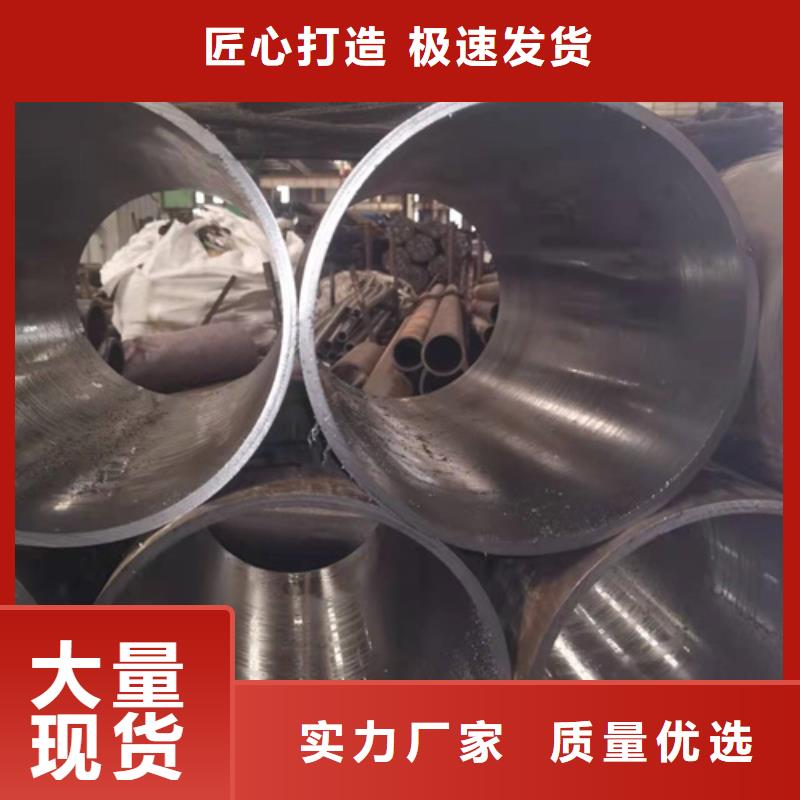
厚壁絎磨管加工內(nèi)孔一般采用鏜削、珩磨管鉸孔厚壁油缸管是液壓缸的主體,其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;絎磨鋼管要承受很大的液壓力,因此,應有足夠的強度和剛度。絎磨與內(nèi)圓磨不同加工是用一珩磨頭伸進孔內(nèi)然后由機器帶動旋轉往復并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續(xù)生產(chǎn)如氣缸套類.臥式的較適合較長件的生產(chǎn).如果是加工鑄鐵類的生產(chǎn)效率轉內(nèi)圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點不過比起內(nèi)圓磨的方式還是要快很多.精度方面不是什么問題比起內(nèi)圓磨有過之而無不及.
蒙古通遼16mn絎磨管各種規(guī)格")
蒙古通遼16mn絎磨管各種規(guī)格")
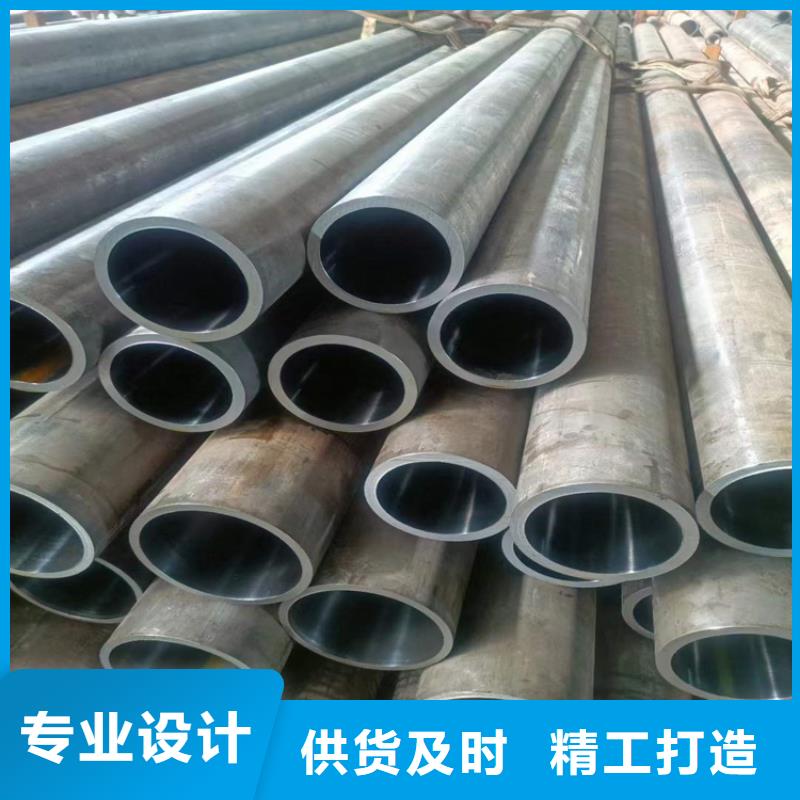
三、加工范圍廣主要加工各種圓柱形孔:珩磨管通孔、軸向和徑向有間斷的孔,如有 徑向孔或槽的孔、鍵槽孔、花鍵孔、盲孔、多臺階孔等。另外,用專用珩磨頭,還可加工圓錐孔、橢圓孔等,但由于珩磨頭結構復雜,一般不用。用外圓珩磨工具可以珩磨圓柱體,但其去除的余量遠遠小于內(nèi)圓珩磨的余量。珩磨可以加工任何材料,金剛石和立方氮化硼磨料的應用,進一步拓展了珩磨的運用領域,同 時也大大提高了珩磨加工的效率。四、切削余量少為達到圖紙所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一種加工方法。在珩磨加工中,珩磨工具是以工件作為導向來切除工件多余的余量而達到工件所需的精度。珩磨時,珩磨工具先珩工件中需去余量大的地方,然后逐漸珩至需去除余量少的地方。五、糾孔能力強
<通遼>九冶管業(yè)有限公司 內(nèi)蒙古通遼16mn絎磨管各種規(guī)格點擊查看九冶管業(yè)有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
