



想要直觀了解【直縫管_Q355D無縫方管支持大小批量采購】產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:【直縫管_Q355D無縫方管支持大小批量采購】的圖文介紹

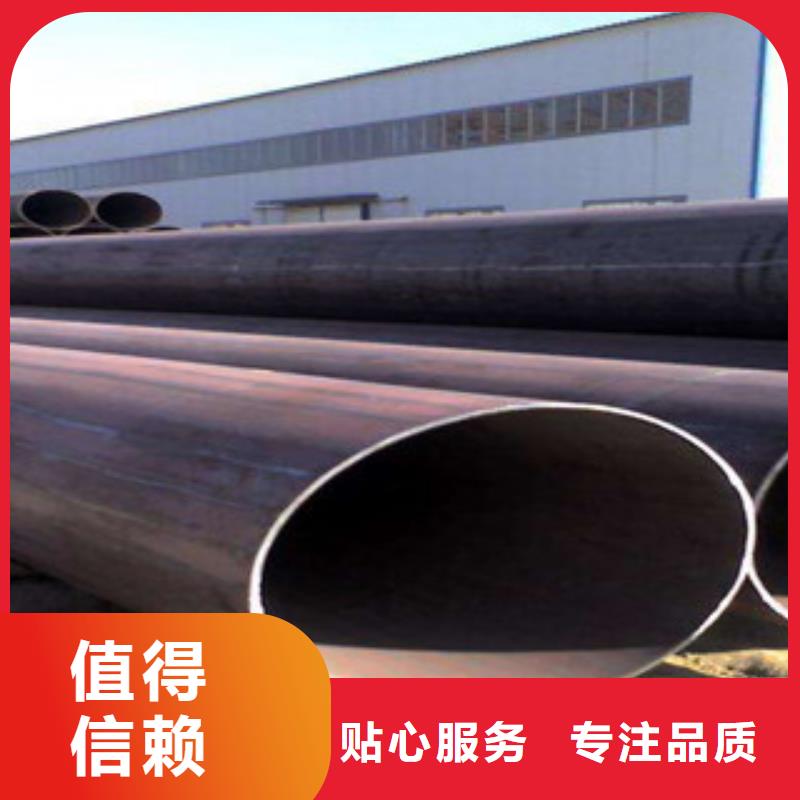
直縫埋弧焊管、螺旋焊管和高頻直縫焊管的應用范圍和技術特點
螺旋埋弧焊管:螺旋焊管(SSAW)首先應用于我國石油天然氣管線,這是因為我國在上個世紀50~70年代尚缺乏熱軋寬帶鋼,因此螺旋鋼管就發揮了它可以應用窄帶鋼的優勢,其優點主要有4點:①鋼管直徑與帶鋼寬度不再受“π”的比例約束;②螺旋線在理論上可以在輸氣時對止裂性能有幫助;③直徑 可以達到2500mm以上,適用于輸水管線;④成型設備比較簡單,基建投資較少。螺旋焊管應用受到局限性主要有4點:①存在較復雜的殘余能力,以及分布和量值大小變化較大;②從基于應變的設計理念來看,螺旋焊管抗大變型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到鋼級的限制,一般高強度鋼級X90~X120的開發僅限于直縫埋弧焊管。因此,對螺旋焊管的使用,應當揚長避短,輸送天然氣時它適用于一類地區和部分二類地區。
螺旋埋弧焊管:螺旋焊管(SSAW)首先應用于我國石油天然氣管線,這是因為我國在上個世紀50~70年代尚缺乏熱軋寬帶鋼,因此螺旋鋼管就發揮了它可以應用窄帶鋼的優勢,其優點主要有4點:①鋼管直徑與帶鋼寬度不再受“π”的比例約束;②螺旋線在理論上可以在輸氣時對止裂性能有幫助;③直徑 可以達到2500mm以上,適用于輸水管線;④成型設備比較簡單,基建投資較少。螺旋焊管應用受到局限性主要有4點:①存在較復雜的殘余能力,以及分布和量值大小變化較大;②從基于應變的設計理念來看,螺旋焊管抗大變型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到鋼級的限制,一般高強度鋼級X90~X120的開發僅限于直縫埋弧焊管。因此,對螺旋焊管的使用,應當揚長避短,輸送天然氣時它適用于一類地區和部分二類地區。

對大直徑、高輸送壓力、長距離輸送鋼管來說,焊接工藝非常關鍵。從生產工藝上來分,焊接鋼管主要分為電阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直縫雙面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。雖然ERW發展很快,但仍然屬于中小直徑的焊管,例如日本的Φ610mm、Φ660mm ERW生產線,我國2006年在大慶建成的Φ660 mm ERW生產線。目前大直徑焊管仍然要由SSAW和LSAW工藝生產,但是螺旋縫埋弧焊管在工藝上存在一定缺陷。


影響大直徑直縫埋弧焊管全長機械擴徑質量的因素有很多,其中與擴徑成型質量直接相關的關鍵因素有擴徑率、軸向重疊量、扇形塊的數目和邊緣圓角、扇形塊與鋼管內壁間的摩擦與潤滑、鋼管的形狀誤差、擴脹速度以及擴徑機的矯直設置等。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。



鋼興鋼管 有限公司長期經營(內蒙古通遼) 本地 內蒙古通遼20G無縫鋼管。 公司堅持“顧客至上、以信為本”的經營理念,以高質量的產品、更優質的服務,廣交更多的四海新朋,愿我們攜手共進、共創事業的輝煌!公司將一如既往地貫徹“務實、進取、發展、創新”宗旨,以更好的產品,更誠摯的服務,滿足廣大客戶的需求,我們的承諾是讓您放心,讓您滿意。

