



您可能對(duì)通化本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-11 19:49:11 瀏覽次數(shù):5 公司名稱:聊城 安達(dá)液壓機(jī)械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級(jí) | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品顏色 | 金屬色 |
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
| 是否進(jìn)口 | 否 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
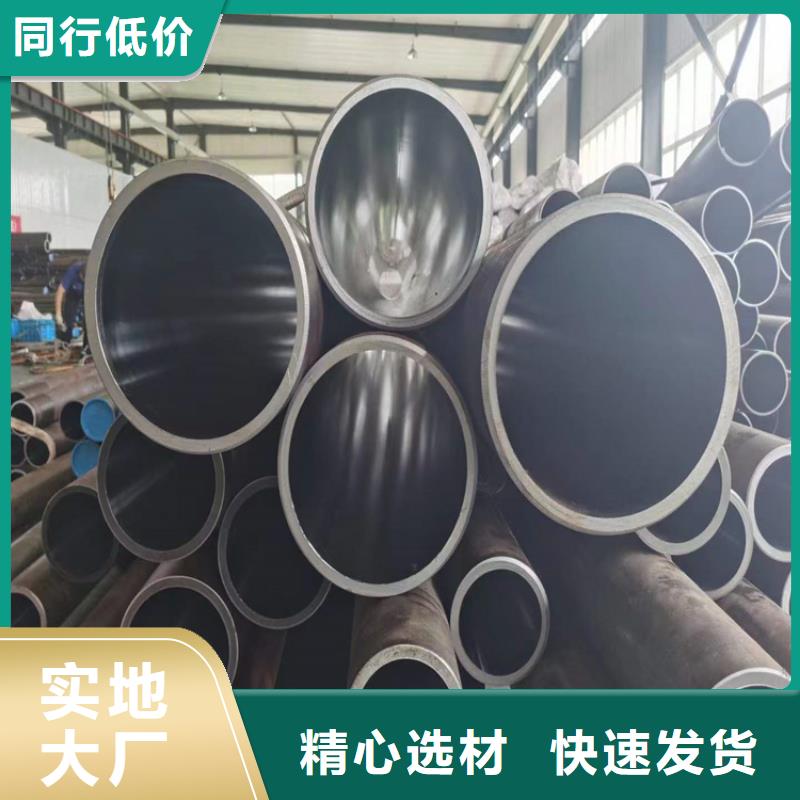



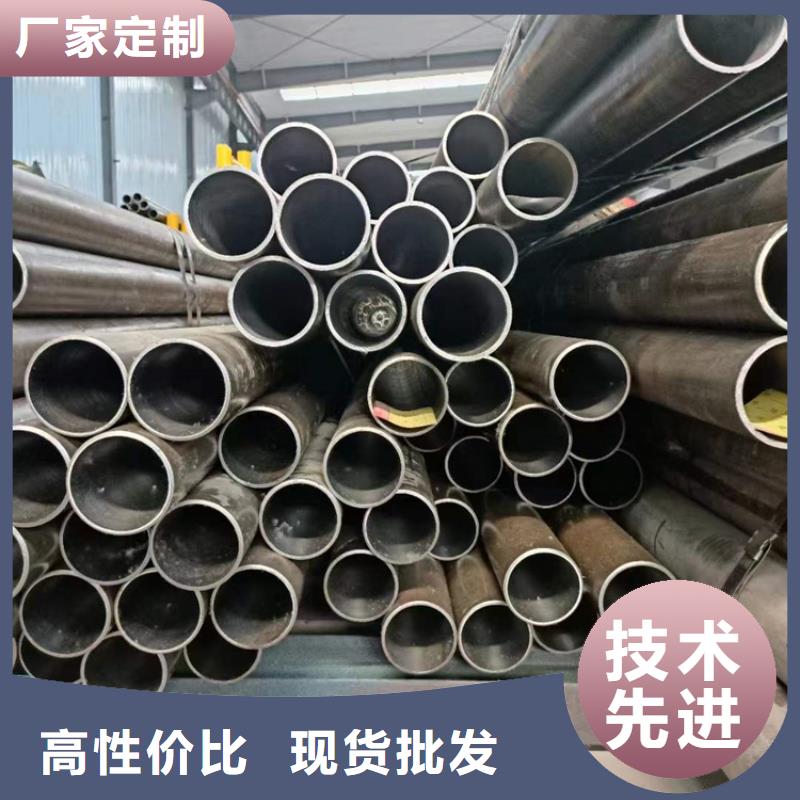

#小口徑珩磨管通化#-全國(guó)直銷 <通化>九冶管業(yè)有限公司
精密絎磨管現(xiàn)貨價(jià)格同比去年低位運(yùn)行 情況下且波段的行情較少呈現(xiàn)窄幅震蕩;受汽車產(chǎn)業(yè)鏈需求周期性減弱的影響,精密絎磨管鋼廠出現(xiàn)主動(dòng)減產(chǎn)的行為,使得供需基本面仍得以勉強(qiáng)維持,總庫(kù)存也表現(xiàn)出不斷下降的趨勢(shì),商家?guī)齑鎵毫ι锌桑簧习肽晔軣崂鋬r(jià)差縮小的因素,精密絎磨管廠高成本低利潤(rùn)的情況下,給到貿(mào)易商的結(jié)算價(jià)亦不到位,生產(chǎn)與流通端效益均不佳。對(duì)于十一長(zhǎng)假后的市場(chǎng)行情判斷,筆者認(rèn)為:節(jié)后精密絎磨管價(jià)格一開(kāi)始或有短期需求釋放的支撐,而需求雖小幅回暖但仍不穩(wěn)定;另外對(duì)主要冷軋商品卷生產(chǎn)企業(yè)的調(diào)研來(lái)看,10月份供應(yīng)雖然不明顯增加但也沒(méi)減量;因此中長(zhǎng)期還是認(rèn)為冷軋供需基本面未完全改善,冷軋現(xiàn)貨價(jià)格或仍小幅承壓。
直銷")
薄壁氣缸管的日常工作原理主要是通過(guò)砂帶上的沙粒產(chǎn)生一定的壓力,在一定轉(zhuǎn)速之下進(jìn)行的表面研磨。通過(guò)砂帶的上下移動(dòng)對(duì)工件的上下表面來(lái)回磨削,達(dá)到一定效果。當(dāng)然在研磨過(guò)程中要不斷的加潤(rùn)滑油,進(jìn)行冷卻,以免影響工件表面加工質(zhì)量。這樣得到的工件只是粗加工的工件,想要更好精度的產(chǎn)品還需進(jìn)行精加工處理薄壁氣缸管和拋光管的區(qū)別絎磨其實(shí)也是拋光的一種方式不過(guò)絎磨只是專用在對(duì)圓孔的拋光方面。絎磨管拋光可以是對(duì)任何一種形狀的物體表面進(jìn)行粗糙度的精加工;內(nèi)形或者外形都可以進(jìn)行拋光,而絎磨只是對(duì)圓孔進(jìn)行拋光。絎磨有專用的絎磨頭,上面裝上各種粗細(xì)的油石對(duì)內(nèi)孔的表面進(jìn)行拋光。絎磨并不能改變內(nèi)孔與外形的同軸度或者孔對(duì)外形的相對(duì)位置,只是順著孔的軸線對(duì)孔的內(nèi)表面進(jìn)行拋光,使孔的尺寸達(dá)到工藝的要求。
直銷") #小口徑珩磨管通化#-全國(guó)直銷
#小口徑珩磨管通化#-全國(guó)直銷
減磨修補(bǔ)劑主要用于對(duì)磨損、劃傷金屬零件的修復(fù)。油缸絎磨管修復(fù)過(guò)程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用丙酮清洗溝槽表面,用珩磨管內(nèi)徑仿形板調(diào)好的TS311減磨修補(bǔ)劑敷涂于打磨好的表面上,用力刮平,確保壓實(shí),并高于珩磨管內(nèi)表面,待固化后,打磨并留出精加工余量。 通過(guò)研磨使珩磨管整體尺寸、行位公差、粗糙度達(dá)到要求。油缸珩磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果薄壁氣缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁氣缸管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無(wú)縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦