

nmgsy<銅川>神悅鋼材有限公司
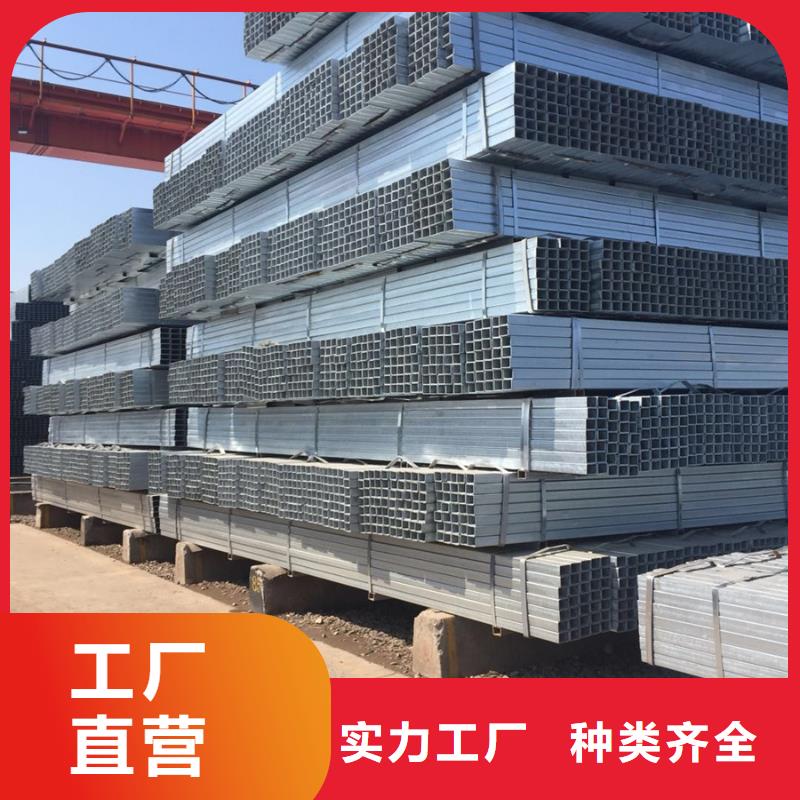
銅川Q355B鍍鋅管在切割成單根鋼管后,每批三個鋼管頭都要經過嚴格的首檢制度,檢查焊縫的力學性能、化學成分、熔合情況、鋼管表面質量和無損檢測,以確保 制管工藝合格。 正式投產。 對焊縫上具有連續聲波探傷標記的零件進行人工超聲波和X射線復查。 如果確實存在缺陷,則在修復后,將再次進行無損檢測,直至確認缺陷已。 帶材對接焊縫和與螺旋焊縫相交的T形接頭處的管材均采用X射線電視或膠片檢查。 每根鋼管都經過水壓試驗,壓力徑向密封。 試驗壓力和時間由鋼管水壓微機檢測裝置嚴格控制。 華爾鋼Q355B鍍鋅管手工電弧焊向上焊是我國以往低壓蒸汽管道施工現場的關鍵焊接方法。 很大,焊接效率有高有低。 手工電弧焊的向下焊接是1980年代從國外引進的焊接技術。其特點是支管間隙小,整個焊接過程采用大電流、雙層、快速焊接的操作步驟,適用于流水線作業。由于每層焊接層的厚度都比較薄,可以根據后焊層對前焊層的熱處理工藝效果來提高環焊縫的延展性。手工電弧焊方法靈活簡單,適應性強。
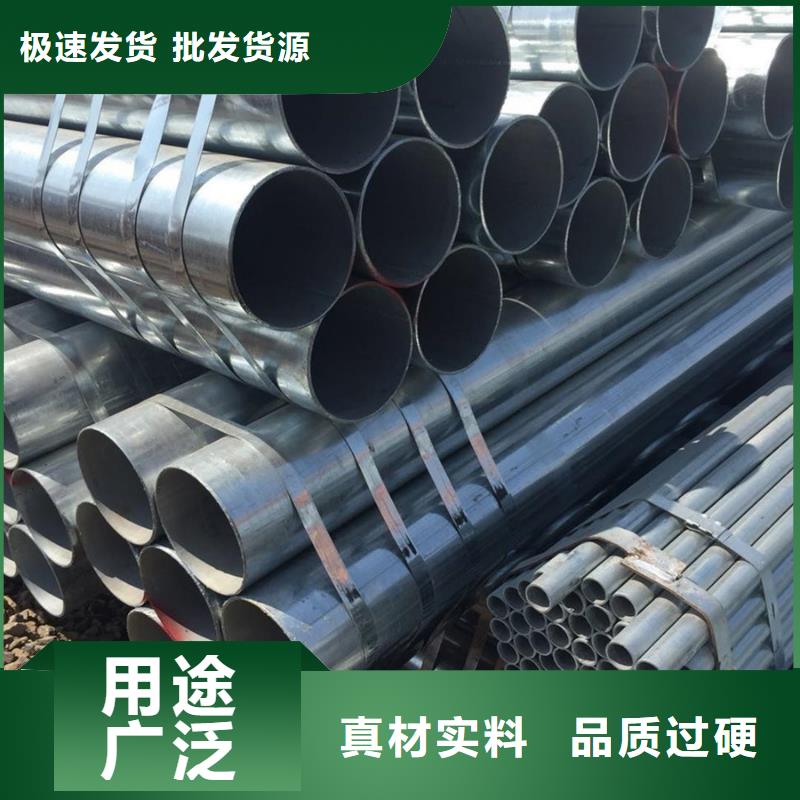
銅川鍍鋅管由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。此外,在配合件上采用熱鍍鋅的,還應考慮鍍層厚度對配合公差的影響。熱鍍鋅是將除銹后的鋼構件浸入600℃左右的高溫鋅液中,使鋼構件表面附著一層鋅層。從而達到防腐的目的。 近年來,輕鋼結構體系中出現了大量壓型鋼板。銅川熱浸鍍鋅也用于防止腐蝕。熱鍍鋅的 道工序是酸洗除銹,然后是清洗。這兩個過程的不完善會給防腐留下隱患,所以必須徹底處理。鋼卷定位正確后,可將開卷機的左右錐頭插入鋼卷中同時旋轉,將導頭送至夾送輥,壓緊夾送輥上輥 下降,線圈小車和磁輥可以回到原來的位置。 為使彈簧鋼帶運行準確,開卷機在運行前可整體軸向移動150mm。開卷機啟動后,帶鋼通過夾送輥到達配有除塵裝置的矯直機。將拉直的彈簧鋼帶用滑動式液壓剪裁切到鋼帶的頭部和尾部切割后的鋼帶頭可以立即滑入廢紙箱,切割后的鋼帶尾部可以由外部的輸出裝置收集線在專用的收集箱中。


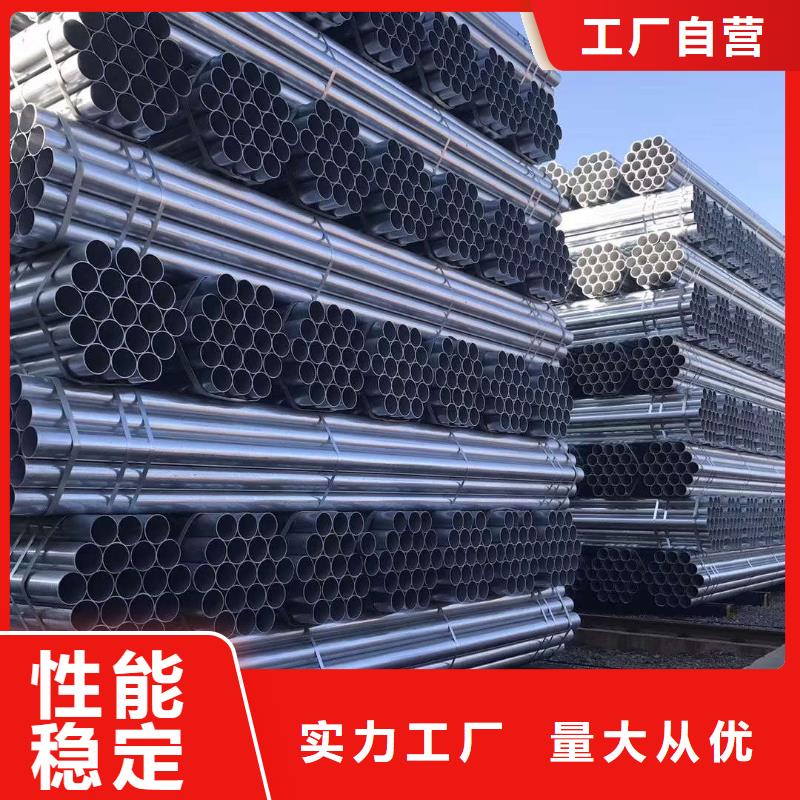
華爾鋼鍍鋅無縫管在各個規劃建設領域也激發了很大的作用,主要用途也很普遍。 鍍鋅無縫管在建筑中經常被廣泛使用,主要是因為鍍鋅無縫管能承受一定的工作壓力,是一種優良的不銹鋼板材。 可以計算出鍍鋅無縫管所接受的工作壓力,詳細的計算進度和方法如下: 因為鍍鋅無縫管的工作承受壓力的能力問題還需要受到辦公室溫度的影響 環境、液體的內部結構、鍍鋅無縫管的生產過程都面臨著一系列問題。 銅川Q345B鍍鋅管如果我們計算鍍鋅無縫管的直徑,壁厚,以及鍍鋅無縫管原材料的抗壓強度,我們可以根據計算有理數計算出鍍鋅無縫管的抗壓工作能力,自然在這里 所涉及的信息均準確無誤,根據實際活動計算,保證鍍鋅無縫管原材料的物理性能。 這樣我們得到的信息是有保證的。 鍍鋅無縫管的工作能力和壁厚計算公式為:工作壓力=(壁厚*2*鍍鋅無縫管原材料的抗壓強度)/(直徑*指標)。
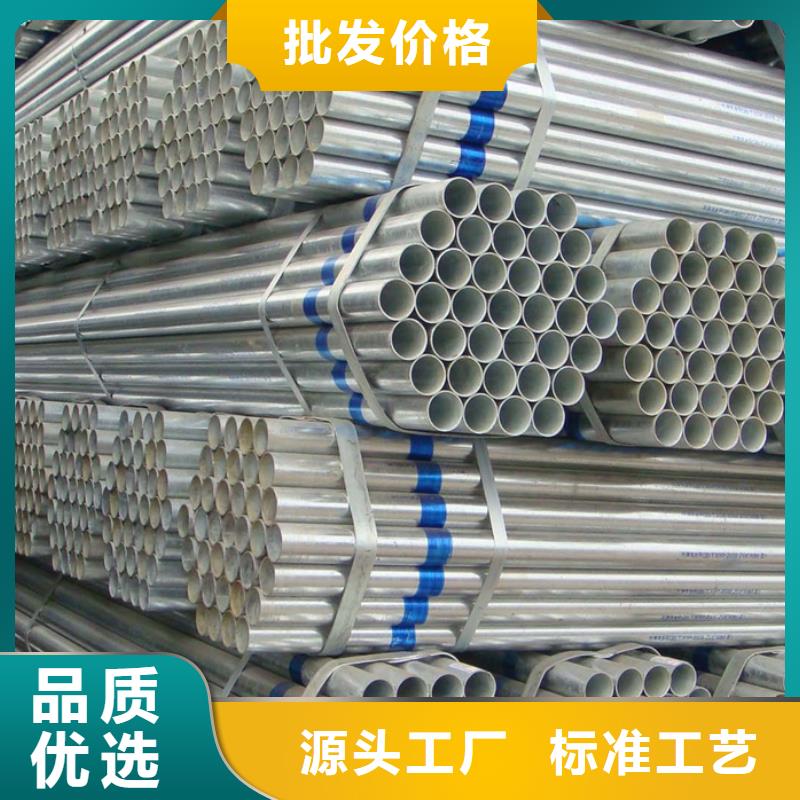
銅川鍍鋅無縫管擴徑是利用液壓機或機械設備從鍍鋅無縫管的內腔側向移動,使無縫鋼管沿軸向擴徑成型的工作壓力生產工藝。機械設備法比液壓機法更簡單,效率更高。選用了世界上幾種鍍鋅無縫管擴徑工藝。 葉片的扇形塊沿軸向擴展,從而通過步進電機沿長短方向步進完成精加工管全長塑性變形的全過程。打開風扇塊,直到所有的風扇塊接觸到無縫鋼管的內腔。此時,跨距范圍內的無縫鋼管內圓鋼管各點半徑基本一致,銅川16mn鍍鋅管基本為一整圈。扇塊的過去部分剛剛開始降低適應運動率,直到達到規定的部分,根據鍍鋅無縫管的質量,是成品管的中圈上部。 扇形塊在第2個環節開始進一步減速,直至到達規定位置,即工藝技術規定回彈前鍍鋅無縫管內圓的上部。扇形塊在鍍鋅無縫管的內圈上保持靜止一段時間,然后被彈起。鍍鋅無縫管兩側自動埋弧焊設備分為鍍鋅無縫管內焊和鍍鋅無縫管外焊。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為外焊。鍍鋅無縫管外焊是指無縫對接的過程,可以理解為:鍍鋅無縫管焊接和預焊時,該工藝是外焊,而不是內焊。原因是:鍍鋅無縫管是外焊還是內焊,都會影響無縫鋼管受熱時的物理變形。如果鍍鋅無縫管的外焊縫先焊接,可以減少數據和信息。
