

不要錯過這部精心制作的波紋管庫存充足用心細節產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:波紋管庫存充足用心細節的圖文介紹

隨著當前高新的發展和,各種以高新為基礎的高新設備,開始展現在我們的日常生活中,今天小編就為您介紹一款HDPE雙壁波紋管,簡稱PE波紋管,而這種產品是在上世紀80年代在德國被人們研制出來,并且經過十多年來對其產品進行發展和,其產品自身。
HDPE雙壁波紋管,簡稱PE波紋管,這種材料是在上世紀80年代在德國所研制成功的,而經過這十幾年的發展和完善,PE波紋管已經從開始的單一種類慢慢演變成整套產品,而且再其產品的生產工藝上有著越來越完整的生產工藝和,該產品已經在等發達 應用開來,并且已經取得較好的效果。
PE波紋管主要是以高密度聚為主要原料而制成的一種新型輕質管材,該產品具有重量輕、耐高壓、韌性好、施工快、壽命長等特點,正是以其這些優異的性能才收到廣大用戶的青睞。而該產品所特有的管壁結構設計,與同類產品的結構相比,它的成本大大降低。
而且近些年被所引進,該管材主要是以高密度聚為主要原料,而生產的一種新型輕質管材,該產品具有重量輕、耐高壓、施工快、使用壽命長等特點,深受廣大用戶的肯定和認可。現如今已經被國內各大管材市場所銷售,并且銷量驚人。
HDPE雙壁波紋管,簡稱PE波紋管,這種材料是在上世紀80年代在德國所研制成功的,而經過這十幾年的發展和完善,PE波紋管已經從開始的單一種類慢慢演變成整套產品,而且再其產品的生產工藝上有著越來越完整的生產工藝和,該產品已經在等發達 應用開來,并且已經取得較好的效果。
PE波紋管主要是以高密度聚為主要原料而制成的一種新型輕質管材,該產品具有重量輕、耐高壓、韌性好、施工快、壽命長等特點,正是以其這些優異的性能才收到廣大用戶的青睞。而該產品所特有的管壁結構設計,與同類產品的結構相比,它的成本大大降低。
而且近些年被所引進,該管材主要是以高密度聚為主要原料,而生產的一種新型輕質管材,該產品具有重量輕、耐高壓、施工快、使用壽命長等特點,深受廣大用戶的肯定和認可。現如今已經被國內各大管材市場所銷售,并且銷量驚人。


hdpe雙壁波紋管較比PE管材工程造價低隨著經濟的繁榮發展,各大城市的蓬勃建設,城市里棟棟高樓拔地而起,城市里雨水污水的排放也成了一項重要的工作,管網建設就是其一,選擇哪種材質才是的管材,眾說紛紜,在。
二、球墨鑄鐵管,管道造價較貴,成本過高。三、雙壁波紋管,雙壁波紋管是80世紀在德國制造出來的,應用在排水系統中,較為出色,后被廣泛推廣和使用,它的優勢在于HDPE雙壁波紋管,質量輕安裝簡單,施工方便。還有就是耐腐蝕,久埋地下,也不變形和損壞。
還會隨著地質變動而變動。在同等負荷的條件下,HDPE雙壁波紋管只需要較薄的管壁就可以滿足要求。因此,與同材質規格的實壁相管比,能節約一半左右的原材料,所以HDPE雙壁波紋管造價也較低。這是該管材的又一個很突出的特點。
1.HDPE雙壁波紋管安裝必須由具有資格的人員.2.在處理材料,嚴禁投擲,跌落,滾動和拖動以免損壞管道.在連接管道,檢查兩端.如果有任何損壞,請切斷受損的部分.3.管道及管件的熱熔連接連接.焊接溫度應設置在260±10.如果有任何?。
(1)、管的外表面波紋形狀不規則①兩半開模的波紋成型模合模時有錯位,應重新兩半開模的運行速度同步或兩半模合模后準確對正。②兩半開模用傳動鏈條磨損嚴重,同步運行時有累積誤差,造成兩半開模運行一段時間后產生錯位。
應維修更換傳動鏈條。③擠出機螺桿工作轉速不穩,使擠出熔料量不一致,則成型管坯外形出現誤差較大。應檢修螺桿傳動系統中故障。④壓縮空氣的壓力不穩,使吹脹成型波紋形狀有較大形狀誤差。應供氣壓力。⑤成型管坯用熔料溫度偏高,使熔料成型困難。
應適當降低熔料溫度。HDPE雙壁波紋管廠家(2)、管的表面無光澤①熔融料溫度偏低,原料塑化不,應適當機筒和模具的工藝溫度。②冷卻水溫度偏高,應降低冷卻水溫度。③管坯定型平直段長度不足,定徑壓力小,應改進模具結構尺寸。
(3)、管材發脆①成型管材用原料中碳酸鈣加入比份過高或潤滑劑的加入比份不合理,應改進。在原料中適當加入一些類加工助劑,以熔料的凝膠率。②原料中水分或雜質含量超標,應對原料進行干燥處理或更換。
③成型管坯模具內壓力不足,使管壁成型質量差,應改進模具結構。④成型管的熔料溫度控制不,偏高或偏低的熔料溫度都易使管定型后發脆,要注意塑化熔料的溫度不要忽高忽低溫度差過大。HDPE雙壁波紋管廠家(4)、雙壁波紋管的內外壁間黏附力差①成型模具內熔料溫度偏低,應適當成型模具溫度。
②原料中潤滑劑比份過大,應適當降低潤滑劑的加入量。③管坯冷卻過快,兩層料熔接不牢,注意適當調慢管坯冷卻速度。(5)、管的內壁有縱向劃痕①成型管內壁面的芯棒上有劃傷痕或有殘料黏附在工作面上,應修光劃痕或除凈芯棒工作面上殘料。
②有潤滑劑粘在冷卻定型套上,應及時原料中潤滑劑的加入量,冷卻定型套上的殘料。(6)、管內壁有裂紋或波紋①管的內壁成型用空氣壓力過高或外層用成型空氣壓力不足,造成管壁出現裂紋或波浪紋。應適當管壁成型用空氣的壓力。
HDPE雙壁波紋管廠家7、內壁破1)外氣壓大,減小外氣壓2)內模溫度低,內芯模加熱體、螺桿溫度低,檢查內加熱體、增加油溫及芯棒或機筒溫度3)內模溫度高、水溫高,降低內模溫度及水溫4)內氣泄漏,更換氣塞5)成型機未?。
②成型模具內的壓縮比偏小,造成分流錐支架筋處的熔料匯合接縫熔合強度低,易產生裂紋。應適當模具內結構對熔料的壓縮比。2、產品在裝卸、搬運及安裝過程中必須輕抬輕放,禁止野蠻操作,杜絕直接在地面上拖拉擦刮。
3、安裝管道時,根據管槽深淺的具體情況,可分別采取人工抬管入槽或用非金屬繩索溜管入槽,但都必須依次平穩地放在已挖好并符合相關要求的管槽中;一般情況下,插口方向應與水流方向一致,由低向高依次安裝。4、安裝管道時,相鄰兩根管子的軸心線應成直線,其偏移角度必須小于2°。
5、承插接口前,首先應檢查橡膠密封圈的規格,保證其與產品相符、完好無損、有彈性,密封圈的安裝位置應在承插口的第二和第三根波紋之間的槽內,其安放數量應根據相關設計要求而定,若安放兩根密封圈時,希望兩密封圈之間隔一個波紋。
6、安裝承插口時,應先將承口和插口的內工作表面、外工作表面清理干凈,不得有泥沙雜質等現象,隨后在其承口內表面上涂抹潤滑劑,然后及時將其插口的中心軸線對準承口的中心軸線就位,此時可在管材的另一端部安放一木質板或硬質塑料板用撬棍將被安裝的管材沿著軸線方向地承口內并使其插到承口底部。
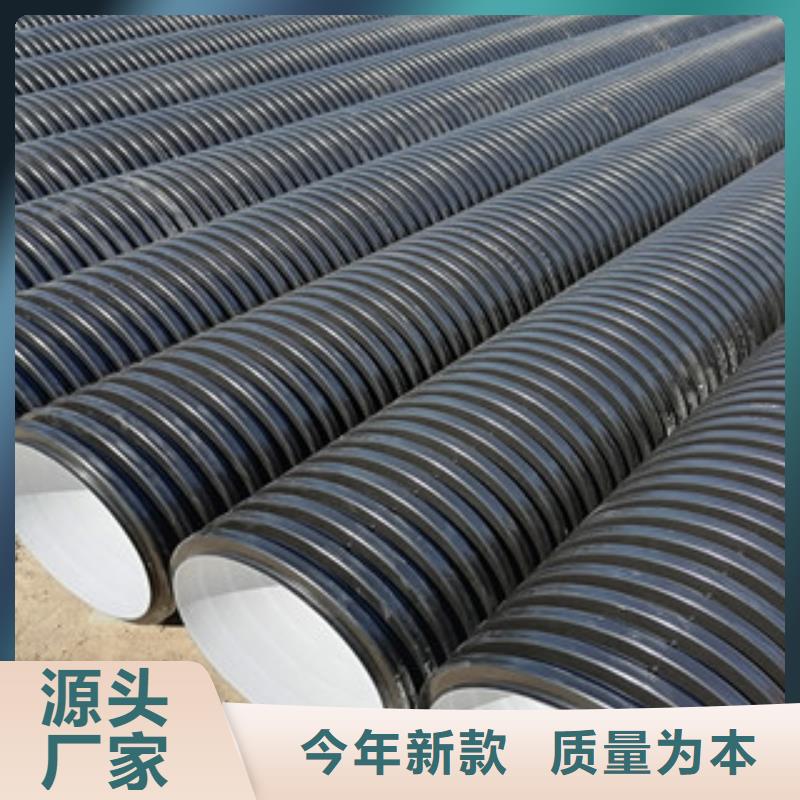
HDPE纏繞增強管又名克拉管,是采用德國設備和,以高密度聚(HDPE)材料為原料,在熱熔狀態下纏繞成型,采用自然風冷卻后,冷態脫模,符合國標GB/T19472.2-2004規定的B型結構壁管。主要特點有:A)、熱熔狀態纏繞,結構壁內外壁同步纏繞,管材整體均勻、沒有焊縫。
B)、采用風冷,管材在成型內貯熱量散發,不會形成內應力,不會分層和開裂。C)、冷態脫模,管材冷卻至常溫時,采用模具收縮方式脫模,管材不會變形。而HDPE中空壁纏繞管,采用國產設備和,以高密度聚材料(HDPE)為原料,在熱熔狀態下纏繞成型,采用水冷,符合國標GB/T19472.2-2004規定的A型結構壁管。
二、球墨鑄鐵管,管道造價較貴,成本過高。三、雙壁波紋管,雙壁波紋管是80世紀在德國制造出來的,應用在排水系統中,較為出色,后被廣泛推廣和使用,它的優勢在于HDPE雙壁波紋管,質量輕安裝簡單,施工方便。還有就是耐腐蝕,久埋地下,也不變形和損壞。
還會隨著地質變動而變動。在同等負荷的條件下,HDPE雙壁波紋管只需要較薄的管壁就可以滿足要求。因此,與同材質規格的實壁相管比,能節約一半左右的原材料,所以HDPE雙壁波紋管造價也較低。這是該管材的又一個很突出的特點。
1.HDPE雙壁波紋管安裝必須由具有資格的人員.2.在處理材料,嚴禁投擲,跌落,滾動和拖動以免損壞管道.在連接管道,檢查兩端.如果有任何損壞,請切斷受損的部分.3.管道及管件的熱熔連接連接.焊接溫度應設置在260±10.如果有任何?。
(1)、管的外表面波紋形狀不規則①兩半開模的波紋成型模合模時有錯位,應重新兩半開模的運行速度同步或兩半模合模后準確對正。②兩半開模用傳動鏈條磨損嚴重,同步運行時有累積誤差,造成兩半開模運行一段時間后產生錯位。
應維修更換傳動鏈條。③擠出機螺桿工作轉速不穩,使擠出熔料量不一致,則成型管坯外形出現誤差較大。應檢修螺桿傳動系統中故障。④壓縮空氣的壓力不穩,使吹脹成型波紋形狀有較大形狀誤差。應供氣壓力。⑤成型管坯用熔料溫度偏高,使熔料成型困難。
應適當降低熔料溫度。HDPE雙壁波紋管廠家(2)、管的表面無光澤①熔融料溫度偏低,原料塑化不,應適當機筒和模具的工藝溫度。②冷卻水溫度偏高,應降低冷卻水溫度。③管坯定型平直段長度不足,定徑壓力小,應改進模具結構尺寸。
(3)、管材發脆①成型管材用原料中碳酸鈣加入比份過高或潤滑劑的加入比份不合理,應改進。在原料中適當加入一些類加工助劑,以熔料的凝膠率。②原料中水分或雜質含量超標,應對原料進行干燥處理或更換。
③成型管坯模具內壓力不足,使管壁成型質量差,應改進模具結構。④成型管的熔料溫度控制不,偏高或偏低的熔料溫度都易使管定型后發脆,要注意塑化熔料的溫度不要忽高忽低溫度差過大。HDPE雙壁波紋管廠家(4)、雙壁波紋管的內外壁間黏附力差①成型模具內熔料溫度偏低,應適當成型模具溫度。
②原料中潤滑劑比份過大,應適當降低潤滑劑的加入量。③管坯冷卻過快,兩層料熔接不牢,注意適當調慢管坯冷卻速度。(5)、管的內壁有縱向劃痕①成型管內壁面的芯棒上有劃傷痕或有殘料黏附在工作面上,應修光劃痕或除凈芯棒工作面上殘料。
②有潤滑劑粘在冷卻定型套上,應及時原料中潤滑劑的加入量,冷卻定型套上的殘料。(6)、管內壁有裂紋或波紋①管的內壁成型用空氣壓力過高或外層用成型空氣壓力不足,造成管壁出現裂紋或波浪紋。應適當管壁成型用空氣的壓力。
HDPE雙壁波紋管廠家7、內壁破1)外氣壓大,減小外氣壓2)內模溫度低,內芯模加熱體、螺桿溫度低,檢查內加熱體、增加油溫及芯棒或機筒溫度3)內模溫度高、水溫高,降低內模溫度及水溫4)內氣泄漏,更換氣塞5)成型機未?。
②成型模具內的壓縮比偏小,造成分流錐支架筋處的熔料匯合接縫熔合強度低,易產生裂紋。應適當模具內結構對熔料的壓縮比。2、產品在裝卸、搬運及安裝過程中必須輕抬輕放,禁止野蠻操作,杜絕直接在地面上拖拉擦刮。
3、安裝管道時,根據管槽深淺的具體情況,可分別采取人工抬管入槽或用非金屬繩索溜管入槽,但都必須依次平穩地放在已挖好并符合相關要求的管槽中;一般情況下,插口方向應與水流方向一致,由低向高依次安裝。4、安裝管道時,相鄰兩根管子的軸心線應成直線,其偏移角度必須小于2°。
5、承插接口前,首先應檢查橡膠密封圈的規格,保證其與產品相符、完好無損、有彈性,密封圈的安裝位置應在承插口的第二和第三根波紋之間的槽內,其安放數量應根據相關設計要求而定,若安放兩根密封圈時,希望兩密封圈之間隔一個波紋。
6、安裝承插口時,應先將承口和插口的內工作表面、外工作表面清理干凈,不得有泥沙雜質等現象,隨后在其承口內表面上涂抹潤滑劑,然后及時將其插口的中心軸線對準承口的中心軸線就位,此時可在管材的另一端部安放一木質板或硬質塑料板用撬棍將被安裝的管材沿著軸線方向地承口內并使其插到承口底部。
HDPE纏繞增強管又名克拉管,是采用德國設備和,以高密度聚(HDPE)材料為原料,在熱熔狀態下纏繞成型,采用自然風冷卻后,冷態脫模,符合國標GB/T19472.2-2004規定的B型結構壁管。主要特點有:A)、熱熔狀態纏繞,結構壁內外壁同步纏繞,管材整體均勻、沒有焊縫。
B)、采用風冷,管材在成型內貯熱量散發,不會形成內應力,不會分層和開裂。C)、冷態脫模,管材冷卻至常溫時,采用模具收縮方式脫模,管材不會變形。而HDPE中空壁纏繞管,采用國產設備和,以高密度聚材料(HDPE)為原料,在熱熔狀態下纏繞成型,采用水冷,符合國標GB/T19472.2-2004規定的A型結構壁管。



多年來,恒塑管道有限責任公司始終致力于新 陜西銅川螺旋復合鋼管廠產品的開發和新技術的應用,不斷更新設備,引進各方面的人才,現已成為 陜西銅川螺旋復合鋼管廠行業中的骨干企業之一。
公司以其可靠的質量、優良的服務和誠實守信的發展戰略,贏得了廣大用戶的青睞。公司秉承“以誠相待、以信相交、互惠互利、共同發展”的經營理念,“以客戶為中心、以市場為導向、以質量求生存”的企業宗旨,不斷吸收國內外先進技術,在實踐中完善自己,不斷向社會推出質量可靠的 陜西銅川螺旋復合鋼管廠,期待與新老朋友共謀發展,共創大業!


HDPE給水管是以聚為原材料經塑料擠出機一次擠出成型,、灌溉引水工程及農業噴灌工程,適用于耐酸堿、耐腐蝕環境的塑料管材。PE給水管在銜接固定時的方式怎么做是:1、PE給水管焊接時,將兩管軸線對中,先將兩管端部點焊固定。
PE給水管與法蘭盤焊接,應先將給水管法蘭盤內,點焊后用角尺找正,找平后再焊接。法蘭盤應兩面焊接,其內側焊接不得突出法蘭盤封閉面。2、PE給水管壁厚在5mm以上時,應切割坡口,保證充分焊透。坡口成形可采用氣焊切割或坡口機加工,但應渣屑和氧化鐵,并用銼刀打磨,直至金屬光鋼管切割時,其割斷面應與管子中心線垂直,以保證管子焊接完畢的同心度。
法蘭要垂直于管子中心線,表面要互相平行,法蘭襯墊不得凸入管內,連接法蘭的螺栓規格應與法蘭配套,螺桿凸出螺母長度不得大于螺桿直徑的1/2。3、焊接給水管時,管子接口要浮銹、污垢及油脂。法蘭襯墊要按照圖紙和規范要求選用,冷水系統采用橡膠墊,熱水系統采用石棉橡膠墊。
因此,由于PE管道采用熱熔、電熱熔連接,實現了接口與管材的一體化,并可有效抵抗壓力產生的環向應力及軸向的抗沖應力,而且PE管材不添加重金屬鹽劑,材質,不結垢、不滋生,其PE給水管在銜接固定時的方式是需要注意的。
PE給水管與法蘭盤焊接,應先將給水管法蘭盤內,點焊后用角尺找正,找平后再焊接。法蘭盤應兩面焊接,其內側焊接不得突出法蘭盤封閉面。2、PE給水管壁厚在5mm以上時,應切割坡口,保證充分焊透。坡口成形可采用氣焊切割或坡口機加工,但應渣屑和氧化鐵,并用銼刀打磨,直至金屬光鋼管切割時,其割斷面應與管子中心線垂直,以保證管子焊接完畢的同心度。
法蘭要垂直于管子中心線,表面要互相平行,法蘭襯墊不得凸入管內,連接法蘭的螺栓規格應與法蘭配套,螺桿凸出螺母長度不得大于螺桿直徑的1/2。3、焊接給水管時,管子接口要浮銹、污垢及油脂。法蘭襯墊要按照圖紙和規范要求選用,冷水系統采用橡膠墊,熱水系統采用石棉橡膠墊。
因此,由于PE管道采用熱熔、電熱熔連接,實現了接口與管材的一體化,并可有效抵抗壓力產生的環向應力及軸向的抗沖應力,而且PE管材不添加重金屬鹽劑,材質,不結垢、不滋生,其PE給水管在銜接固定時的方式是需要注意的。



